深圳生富检测股份公司 广东 深圳 518000
摘要:科学技术的快速发展带动我国整体经济建设发展迅速。钢结构具备轻质,强度高,整体性好,工期短,安装快等相比于钢筋混凝土结构的明显优势,在我国越来越多的工程领域展开了广泛应用。但是对钢结构来说,直接的连接存在焊缝,如果焊缝中存在缺欠,会导致整体性能受到影响。
关键词:钢结构;焊缝超声波检测;缺陷定性
引言
我国整体经济的快速发展,使我国各行业有了更大的发展空间。使用A型脉冲反射超声波对钢结构焊缝进行检测,对发现的反射体进行性质判定的分析。从焊接缺陷的成因及反射波的特点着手探讨焊接气孔、夹渣、未焊透、未熔合、裂纹的区别及判定方法。通过检测分析,促进焊接工艺改进,为提高焊接操作人员技能水平提供参考依据。
1焊缝超声波检测的基本原理
超声波检测主要是基于超声波在工件中的传播特性,超声波在通过材料时会产生能量损失,在遇到声阻抗不同的异界面时会发生反射、折射、波型转换等物理现象。当采用A型脉冲反射超声波对焊缝进行时,波束从钢板进入焊缝,如遇到焊缝中的缺陷会反射回来,通过探头的接收显示在示波器上,当遇到不同形状、不同取向的反射体时,反射回来的声能会各不相同,在示波器上显示不同的波形,检测人员可根据经验对不同的波形、反射体的位置、指示长度、当量等分析反射体的性质。
2钢结构焊缝的主要分类
通过对钢结构焊缝的接头形式进行分析发现,主要的焊缝分为对接、角接、搭接。另外根据不同的焊缝形式,还可以分为对接焊缝、角焊缝以及组合焊缝。绝大多数的钢结构焊缝,都可以采用超声波检测技术对其进行全面的检测,实现对焊缝内部结构以及缺陷的全面检测,得出相应的缺陷定性,为钢结构之间接缝的稳定性做出定论。
3钢结构焊缝超声波检测浅析
超声波对焊缝进行检测,主要是根据超声波在通过材料后出现能量损失,对于所遇到的不同物体,会出现不同的反射、折射以及波形转换的现象。在利用超声波进行检测的时候,如果波束传入焊缝之中,焊缝之中存在缺陷,就会出现反射,超声波的反射体现在示波仪中。通过对不同的超声波反射情况进行分析和研究,可以得出焊缝中的缺陷以及具体的定性。
4超声波探伤在钢结构运用
目前我国用于钢结构无损探伤的方法有很多,主要有以下几种:涡流检测(ET)、超声检测(UT)、铁磁粉检测(MT)、渗透检测(PT)、射线检测(RT)这五种检测方法,其中超声检测在实际的应用过程中最为普遍。超声波因其自身的特性所以经常被用在建筑钢结构中的探伤检测中,因其波长很短,所以穿透力十分强大,能够在不同介质中进行传播,如果碰到不同类型的介质的分界面,超声波会自动发生折射、反射、绕射现象或者进行波形转换。另外,超声波的方向性很好,它可以在漆黑的环境中准确地找到想要观测的目标。因此操作人员可以通过定向发射,准确的发现焊缝中的缺陷。
5超声波检测在焊缝实际探伤工作中的应用
1.探测面的修整,应清除焊接工件表面的飞溅物、氧化皮、锈蚀及油污等影响超声波探伤的物体,表面粗糙度应符合相关要求。2.耦合剂的选择,耦合剂的作用主要用于排除探头和工件表面之间的空气,使超声波能有效的进入工件。3.探头频率和K值的选择,一般斜探头K值是根据焊缝母材的厚度来选取。板厚较薄的采用较大K值,以避免近场区检测。板材较厚的采用较小K值,以便缩小声程、减小衰减。4.扫查方式,通过前后扫查、锯齿形扫查以及左右扫查等方式,也可以将个不同位置的缺陷显现出来,进而判定缺陷的性质。5.记录具体的探伤结果,一旦存在内部缺陷,就应该实施评定方面的分析针对焊缝之内的缺陷,需要结合国家标准的规定,来判别该焊缝是否合格。
6超声波检测对焊缝缺陷的具体定性
6.1气孔
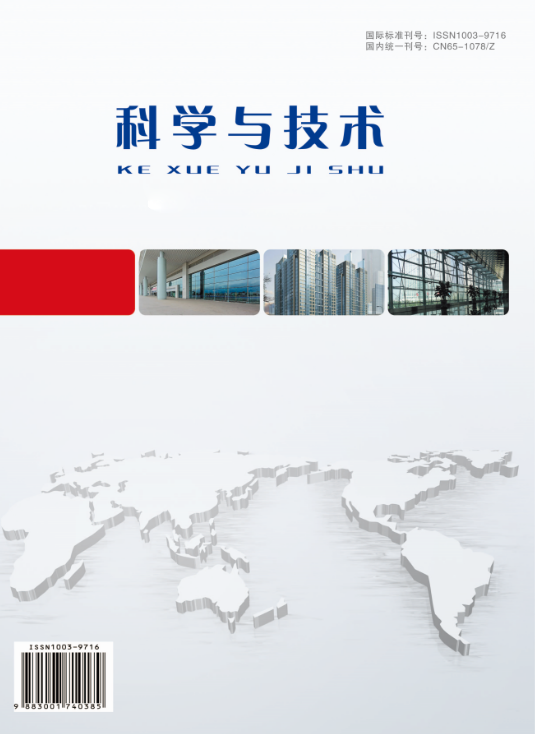
在进行焊接的时候,由于焊池处于高温状态,其中存在气体或是反应气体,使得冷却的时候凝聚,而且没有完全溢出,导致出现气孔。气孔一般有两种,一种是单一大气孔,另外一种是密集小气孔。对于单一气孔来说,一般采用超声检测会出现较高的回波率,而且波形比较稳定,虽然会朝着多个方向反射,但是反射波的幅度基本相同。对于密集小气孔来说,采用超声检测会出现一团反射波,通过探头的变化,可以实现波动的大幅度起伏。图1
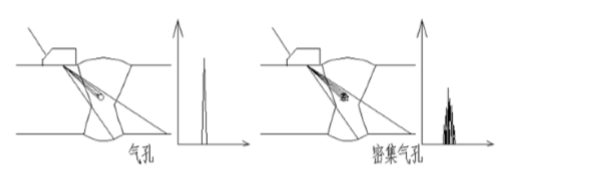
图1
6.2夹渣
如果我们焊接之后内部存在熔渣或其他夹杂物,则会在焊缝形成夹渣,常常夹渣的分布都是没有固定规律的,其形状为点状和条状不一。点状的夹渣对焊缝整体强度影响不是太大,在用超声波探测时波幅较低平缓。条状的夹渣对其整体强度影响较大,回波信号常常呈现出锯齿状,探移动,波幅也会立马变化。图2
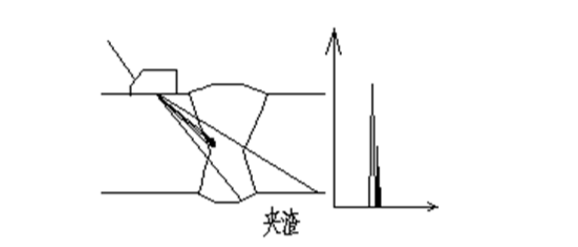
图2
6.3裂纹
在焊缝之中,裂纹是最明显的缺陷。进行超声波探伤的过程中,因为裂纹中有气体存在,其属于钢/空气的界面,所以,存在较高的声压反射率,并且回波的高度偏高,其波幅相对较宽,还会有多峰存在。再平移探头的时候,就会出现连续的反射波,导致波幅出现变动。在探头扭转之后,就会出现波峰上下错动的情况。由于超声波本身对于裂纹较为敏感,所以,裂纹的性质就可以通过最大回波高度来判断。当探测面合适的时候,其裂纹缺陷回波偏高,并且反射相对强烈。图3
图3
6.4未焊透
未焊透,其主要是指在进行焊接的过程中,其对应的接头部分出现金属没有完全融透的情况,在一般情况下,其主要出现在焊缝的中心线上,表现出一定的长度。在进行探伤的过程中,将探头平移,未焊透的波形主要表现出相对稳定的形式,如果是在焊缝的两侧进行探伤操作,能够有效实现对两条大致相同的反射波幅的获取。图4
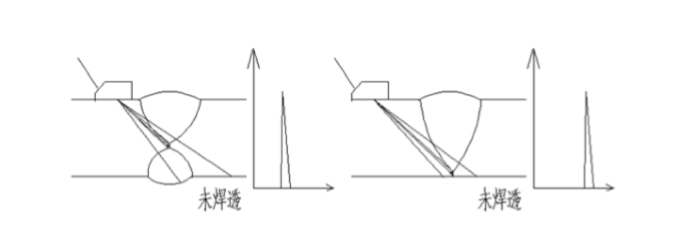
图4
6.5未熔合
未熔合情况的出现,主要是由于其中填充的金属没有实现与母材的全面融合。在利用超声波进行检测的时候,会出现比较高的回波。将探头进行平移,可以实现波形的稳定,而且需要对两侧进行全面的检测。在对未熔合现象进行全面检测的时候,必须要确保检测方法的正确,注重探头角度的控制,否则容易出现漏检的问题。图5
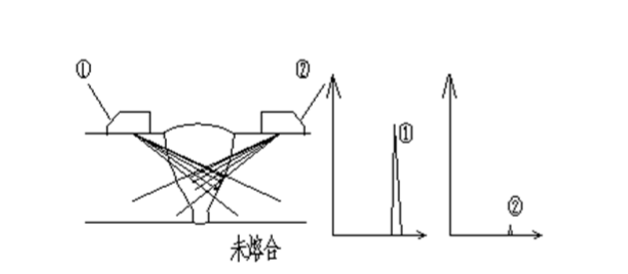
图5
7检测表面的制备及检测时机
在应用超声波检测技术对结构熔透焊缝进行检测前,应当安排专人详细检查焊缝表面质量与外观,超声波工作探头移动范围内必须对焊接飞溅物、锈蚀物、油垢以及其他外部杂质进行清除,视情况还需对待检测区域进行打磨处理,以可见金属光泽为标准,以确保超声波检测过程中声学接触性能良好,方便工作探头对待检测区域进行自由扫查。在无其他特殊要求与规定的情况下,超声波检测应当尽量在焊接区域自然冷却至常温状态后进行。同时,根据钢板厚度以及钢结构材质特点的特殊性,对于钢支撑以及箱型钢柱结构中钢板厚度高于40.0mm且选用Q345C-15Z材质的情况下,考虑到上述区域结构厚度大且钢结构材质存在延迟裂纹的特点,超声波检测应当尽量在焊接作业完成后24h后开展。
结语
综上所述,UT人员的经验和技能水平,对缺陷的精准判定显得尤为重要。UT技术的缺陷定性问题一直是比较困难的,虽然经过了无损检测前辈们的不断努力,总结出了许多有价值的经验,但是仍然存在一定的不确定性,还需要不断地探究摸索、总结经验。就这一问题进行了粗浅的分析,希望抛砖引玉,使焊缝UT缺陷定性问题得到更多的关注探讨,使该种技术对缺陷的定性有更成熟的经验。
参考文献
[1]丁杰.建筑钢结构焊缝超声波检测能力验证计划与技术分析[J].无损检测,2011,33(4):6163.
[2]郑辉、林树青超声波检测NDT全国特种设备无损检测人员资格考核统编教材)第2版UT.
[3]陈华.钢结构薄板焊缝超声波探伤的研究[J].福建建设科技,2016,(02).
[4]俞楚勇.浅析起重机焊缝检测方法的选择[J].机械制造,2016,(12).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号