中车长江车辆有限公司 湖北武汉 430212
摘要:为适应快捷货车转向架的批量生产,我们对关键部件转臂式轴箱装置进行深入的结构分析和组装工艺分析,找出关键的工艺控制要素,通过优化工艺参数、设计专用工装等手段,大大提升了工作效率,保证了组装精度要求,为后期批量生产做好了工艺技术准备。
关键词:铁路货车;转臂式轴箱装置;组装工艺
快捷货车是当今世界铁路货车发展的重要方向,是建设现代物流企业的重要手段,国外在这方面已取得了巨大成就。近几年,国内电商业务迅速发展,越来越多的电商及快递物流企业提出160km/h快运棚车的使用需求。随着160km/h快捷货车转向架即将批量上线,之前的工艺手段可能难以保证批量生产的需求,因此急需着手对该转向架的制造工艺技术进行研究分析,特别是对其中的关键制造技术进行深入剖析,为以后的量产做好工艺技术准备。
1. 工艺分析
转臂式轴箱是快捷货车上的一个关键部件,这种结构广泛应用于铁路快捷货车、高速客车及地铁的转向架上,其组装过程是转向架制造的关键工序。转臂式轴箱的结构包括减振弹簧、定位转臂、夹紧箍、弹性定位套、刚性定位套、盖形螺母等零配件,其组装精度要求较高,组装难度较大,费时费力。
组装时,需要先将弹性定位套压装到定位转臂的套筒中,再将刚性定位套穿入弹性定位套,然后将减振弹簧装置装入定位转臂的安装座中,用压力装置将弹簧进行预压缩,装入到轴箱安装孔中,再将刚性定位套卡入安装座,在弹簧压缩到空车受载状态拧紧盖形螺母,完成整个转臂式轴箱的组装过程。
从转臂式轴箱的结构特点及组装工艺进行分析,其组装难点在于转臂节点组装精度较高,与安装座是过盈配合,需要将其压入;组装时需要给轴箱弹簧进行一定的预压缩,达到空车受载状态83.3KN后,再将定位套端部的盖形螺母进行拧紧。组装精度要求较高,组装难度较大,费时费力。
通用工艺方法
在现在的小批量的生产过程中,转臂式轴箱的组装一般先将构架翻边,使轴箱孔安装面朝上,然后对转臂进行预装,保证转臂定位套与转臂安装座装配要求,再对弹簧组进行压缩,压缩到位后将转臂进行固定,再将定位套压入转臂安装座中,最后拧紧端部的盖形螺母。该方案需制作专用的翻转装置,组装精度较低,组装效率较低,并且转臂式轴箱的预压组装质量影响车辆运行品质和安全。
专用工装工作原理
随着160km/h快运货车转向架即将批量生产,原有的组装工艺方法显然不再适用,为此我们设计了一套专用的组装工装,可以在构架不翻边的状态下进行转臂式轴箱的组装,大大提高了工作效率,组装精度也得到很好的保证。专用工装的结构说明和工作原理如下:
(1)由于压力载荷的大小需要通过压力表来显示,为了更方便的对弹簧压缩状态进行控制,将空车状态下的载荷83.3KN均匀分散到四个轴箱定位装置,根据弹簧装置的刚度参数计算出弹簧压缩量,通过尺寸链的转换,进而换算出图示中的L尺寸的控制范围应在90-100mm。因此,在组装过程中,只需要检查L尺寸到达控制范围内时,就可以确定弹簧压缩量已达到空车受载状态,可以进行拧紧盖形螺母的操作。
(2)制作一个移动小车平台,下面安装两个导向轮和两个万向轮,可以方便自如的将小车移动至构架下方。
(3)移动小车上方安装两个顶升装置,一个用于顶升转臂的定位套组成端,一个用于顶升转臂的弹簧组成端,两个顶升装置的间距根据转臂的尺寸进行控制,固定在移动小车平板上。
(4)定位套顶升装置的上端连接一个定位装置,可以将定位套自动定心,利用定位套本身的锥形结构进行导向,可以顺利的嵌入到构架的转臂安装座中。
(5)弹簧组件顶升装置的上端连接一个托板,托板与转臂采用螺栓进行定位夹紧。
(6)组装完毕后,采用固定拉环将转臂与构架进行临时性的连接,在整个构架落入到轮对上之后,再将固定拉环进行松卸。
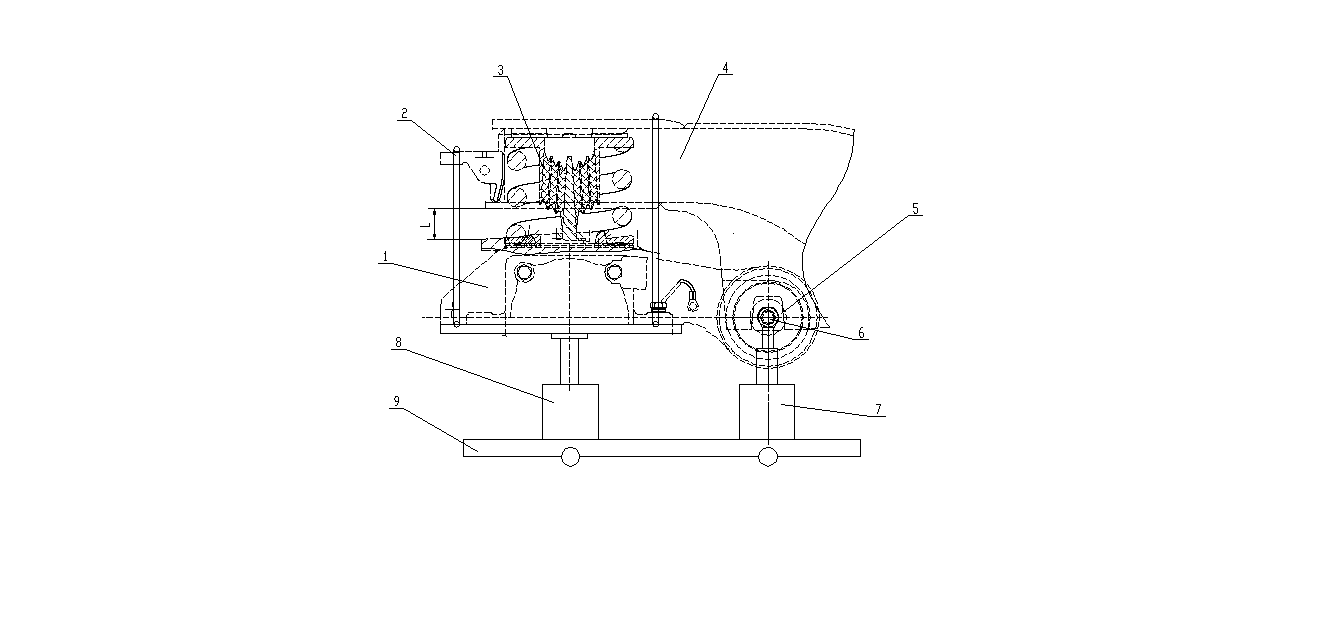
专用工装组装示意图
转臂 2.固定拉环 3.弹簧组件 4.构架 5.定位套
6.盖形螺母 7.定位套顶升装置 8.弹簧组件顶升装置 9.移动小车
使用转臂式轴箱装置组装专用工装的工艺流程如下:将构架吊运至组装平台,两端用台架架高,留出下部操作空间;将转臂吊至移动小车的定位装置上,进行定位夹紧;将弹簧组件预装到转臂上;推动移动小车至构架轴箱孔下方,适当抬升定位套顶升装置,根据定位套的锥形镶块进行定位;检查定位套和弹簧组件的定位位置准确无误后,先抬升定位套顶升装置,将锥形镶块压入到转臂安装座中,然后缓慢抬升弹簧组件顶升装置,在L尺寸到达90-100mm范围内时,停止抬升,再拧紧盖形螺母;用固定拉环将转臂与构架进行临时性连接;松开定位装置,将两个顶升装置退回,完成转臂式轴箱装置的组装。
结语
转臂式轴箱装置专用组装工装的优化设计,解决了通用工艺方法中需对构架进行反复翻边的问题,在构架无需翻转的状态下,一次装夹定位就可以完成转臂定位套及弹簧组件的组装,生产效率可提高4倍以上;将压力参数转化为高度尺寸参数,更有利于数据的采集;同时采用专用定位装置,可以准确的对转臂进行定位,大大提升了组装精度,为保证车辆的运行品质奠定了基础。
第一标注:国家重点研发计划资助,项目编号:2017YFB1201300,
英文标注:National Key R&D Program of China
作者简介:邹剑锋,1981年5月22,男,工程师,本科

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



