华电国际邹县电厂 山东邹城 273500
摘要:高压抗燃油系统是在大型汽轮机中,为防止高压油系统因泄漏成火灾事故而采用抗燃油作为工质的调节油系统,抗燃油系统压力较高,且系统中无备用管路,运行过程中一旦发生泄漏,通常需要打闸停机处理,虽然有时候可以通过降低负荷隔离处理或者带压处理,但仍然对机组安全稳定运行产生较大影响,本文根据目前我厂的实际情况,浅要分析了汽轮机抗燃油系统泄漏原因及预防方法。
关键词:抗燃油系统;泄漏;预防方法
1.概述
高压抗燃油系统压力较高,在运行过程中一旦发生泄漏,处理不及时往往要打闸停机处理,虽然有时候可以通过降低负荷隔离处理,但仍会对企业产生巨大的经济损失,通过查阅台账发现,某厂近三年在运行过程中共发生EH油系统泄漏9次,通过降低负荷、隔离系统等方式在线处理8次,停机处理1次,对机组安全稳定运行产生较大影响。
2.泄漏原因分析
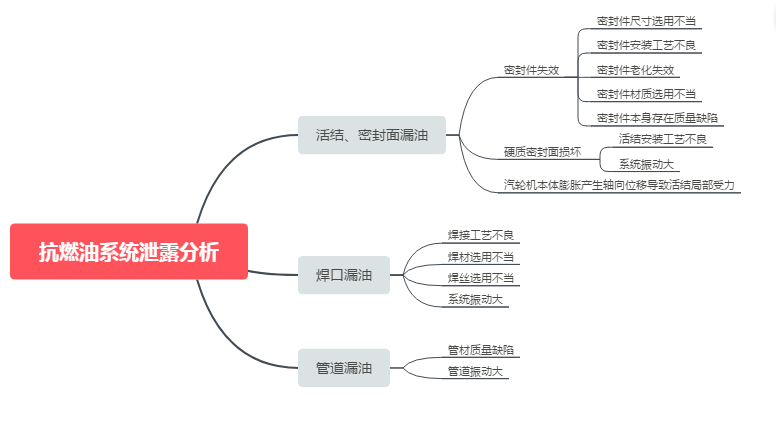
抗燃油系统在运行过程中泄漏部位主要表现在以下三个方面:一是活结、密封面漏油;二是焊口漏油;三是管道漏油,下面结合现场典型案例对泄漏的原因及解决方法进行分析。
2.1活结、密封面漏油主要原因及解决方法

图1:#6机安全油压力低低模块活接密封件
案例一:某厂#6机安全油压力低低取样模块进油活接漏油,现场紧固活接后泄漏无减轻,经确认无法隔离安全油在线消漏,申请停机处理,#6机组与系统解列,办理工作票,抗燃油系统停运,进行#6机安全油压力低低取样模块活接消漏工作,拆卸活接检查发现原密封件撕裂且存在两处明显压痕,更换密封件后漏点消除,汽轮机冲转、机组并网。
活接泄漏的主要原因为O型圈压偏局部受到挤压损伤,在油压作用下不断扩大,最终发生撕裂、密封失效。

图2:油动机集成块与油缸结合面漏油
案例二:某厂#4机#4中主门油动机集成块与活塞缸结合面处漏油,查阅#4机抗燃油系统检修台账发现,#4中主门油动机最近一次外送检修时间为2012年3月份,当时对油动机进行了解体检查、清洗,同时更换了所有的密封件,并经实验合格,由此可见,此次油动机泄漏事件是由于密封件长期在高温、高压工况下连续运行,发生了老化、永久性的弹性失效,从而失去密封作用造成的。
从以上两次典型案例结合其他厂发生的相关案例可以看出,抗燃油密封件的规格、安装工艺、材质选用、使用时间均会影响密封效果,在密封件的选择、安装时,一是使用前应再次对照安装位置尺寸核对密封件尺寸规格、检查外观无缺陷,O型圈允许的预压缩量在静密封中约为15%~30%,而在动密封中约为9%~25%;孔用密封O型圈最大允许拉伸量为6%,轴用密封,O型圈最大允许周长压缩量为3%。压缩量不满足要求或者密封件本身有缺陷的严禁使用;二是密封件安装前应对安装面进行认真检查,安装面或沟槽面应光滑平整,不得有凸起、毛刺、裂纹、划伤等缺陷,如发现影响密封件密封效果或可能造成密封件损伤的缺陷必须彻底处理。确保各棱边或过渡处已倒角或倒钝并去除毛刺。装配前,密封沟槽、密封配合面必须严格清洗,清除所有异物更换O型圈以及组合密封垫片时,应将O型圈(组合密封垫片)放置在洁净的抗燃油中浸泡15秒以上,或在O型圈(组合密封垫片)上均匀涂抹少量凡士林,然后放置在O型圈(组合密封垫片)安装槽内或套在紧固件上。紧固活接或堵头前要确认:O型圈放置平整、无扭曲情况,O型圈尺寸与安装槽配合良好,无过大或过小情况;三是抗燃油密封件的材质必须为氟橡胶,磷酸酯抗燃油的分子极性很强,对非金属材料具有较强的溶剂作用,丁晴橡胶等材质易溶于磷酸酯抗燃油,影响密封性;四是抗燃油系统密封件应定置保管,避免和热源直接接触。库房应保持干燥处,相对湿度应低于70%。避免在阳光或氖光灯下直接照射。抗燃油系统用橡胶材质备品、配件原则上存储日期不得超过3年(自其生产日期起),抗燃油系统密封件在运行过程中使用时间超过大修周期应择机进行全部更换,消除安全隐患。
抗燃油系统管道活接松动同样会导致漏油,经检查发现,活接松动的主要原因往往为管系存在高频振动、管道不能自由膨胀引起活接受到附加应力等,我厂#2机组高压主汽门油动机进油管道、#6机高压主汽门进油滤网前活接在机组开机过程中多次出现漏油现象,主要原因为开停机过程中汽轮机沿机组轴向膨胀,导致与油动机连接的管系承受附加应力作用,通过将压力油进油滤网固定支架更改为滑动支架后,漏油现象消除。
2.2管道漏油原因及解决方法

图3:#1机乙小机主汽门进油活接裂纹
案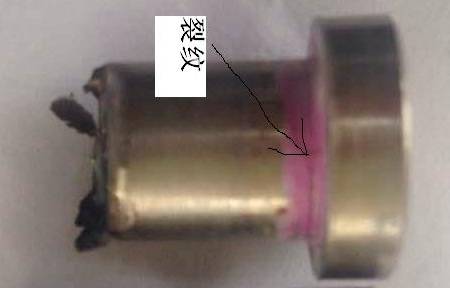 例一:某厂#1机乙小机主汽门油动机EH油进油管活节漏油约45秒1滴,紧固活接后漏油无明显减轻,停用#1机乙小机,关闭#1机EH油母管至#1机乙小机进油总门,拆开活接后检查发现活接蘑菇头根部有长约10mm的横向裂纹,割除更换新活接及活接底丝O型圈,用酒精清理干净后重新对口氩弧焊焊接,焊接后渗透探伤合格。
例一:某厂#1机乙小机主汽门油动机EH油进油管活节漏油约45秒1滴,紧固活接后漏油无明显减轻,停用#1机乙小机,关闭#1机EH油母管至#1机乙小机进油总门,拆开活接后检查发现活接蘑菇头根部有长约10mm的横向裂纹,割除更换新活接及活接底丝O型圈,用酒精清理干净后重新对口氩弧焊焊接,焊接后渗透探伤合格。
图4:#3机供热快关阀活接裂纹
案例二:某厂#3机6米层供热液压快关阀进口活接漏油退出#3机供热,隔离供热抽汽液压快关阀油系统,EH油箱补油至正常油位。打开活接检查,发现活接头变径处有裂纹。割除旧活接头,加工新活接头,自由对口重新焊接,更换活接密封面O型圈,紧固活接漏点消除;检查管道固定卡无松动。
以上两次漏油分别为油动机高频振动引起管道振动导致蘑菇头以及变径处产生疲劳,分别通过加装顶丝和加工固定支架将油动机固定牢固,有效降低了油动机的高频振动,投运至今未再发生管件裂纹缺陷。加强EH油管道振动的检测与治理,避免管道和焊缝长期处在振动较大的工况下运行,及时消除隐患。
EH油系统管道质量存在缺陷时,经过长时间运行也会产生裂纹等缺陷,应在管道入厂时做好质量监督,管道抽检合格后方可使用。
2.3焊口漏油原因及处理方法
焊口漏油的主要原因为焊接工艺不良、焊材焊丝选材不当导致焊口存在未熔合、未焊透、气孔等焊接质量缺陷,在运行过程中受外力作用产生裂纹漏油,对口间隙不合格、存在附加应力等也会造成焊口质量不合格。
所有抗燃油管道应采用全氩弧焊焊接,焊后必须进行射线探伤,如检测空间允许,进行射线探伤时应采用两次透射的方式(两次投射角度相差90度),以提高缺陷检出率。在实际工作中,焊前应加强焊工技术资格审查,严格执行焊接工艺要求,焊接过程中应有专人进行质量监督,加强过程质量控制。管子对接时要求对口间隙不宜小于1mm,特别情况需采用插接式焊接时,必须预留插接管的膨胀余量(2mm以上的间隙),防止膨胀余量不够对焊缝造成额外应力。
3、结束语
EH油系统在运行过程中一旦发生泄漏,严重影响机组安全运行,甚至造成发电机组非计划停运,本文结合我厂发生的几起典型案例,从活结、密封面、焊口、管道等不同部位分析导致EH油系统泄漏的原因,并针对性制定防范措施,防止再次发生重复性问题,对其他电厂具有较好的借鉴意义。
参考文献
[1]《邹县发电厂生机251号抗燃油管理规定》
作者简介
1.宋国梁,1990年7月,男,本科学历,邹县电厂汽机队调速班助理工程师.
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号