山东电力建设有限公司,山东 济南 250014
摘要:本文通过沙特燃气增压站项目56inch天然气暑期管道不停输带压开工作业技术的应用,重点探讨了燃气带压开工的工作原理,工作流程,中东地区特殊的工艺,质量,安全的要求及注意的问题,适用于油气管线及燃气增压站类似项目的不停输开工作业,具有总体工期短、效率高的特点,有良好的经济效益。
关键词:不停输带压开孔 工艺 三通焊接 参数 应用
前言
MGS系统是沙特国际标准运行的世界上单个最大的燃气管网,它是一个天然气收集和输送管网,始建于19世纪70年代。它是沙特主要的工业管网,自东向西横跨沙特全境,有3条56inch的管线在运营。K站就是整个管网的起始点,肩负着下游的电厂、工厂、城市等的天然气的供给的使命。本文通过对K站已有的管线进行改造升级,在已有管线改造中采取了不停输开孔技术,该技术在MGSE建设的多个场站已经成功实施,它实现了管道施工和生产运行两不耽误,避免了因为停输给下游造成的巨大经济损失
燃气管道不停输带压开工技术介绍
管道不停输带压开孔封堵技术是指在密闭条件下,利用开孔机通过机械切削钻孔方式,在已运行的高温高压管道上加工出圆形孔,利用封堵机从加工出的圆形孔进入管内封堵管内介质,使介质通过在原管道上架设的管道支线,达到在管线不停止输送介质,不降低压力的情况下,完成管线改造,维修,加设阀门,加接旁路的任务。
施工工艺及实施步骤·
施工工艺:在运行管线上焊接全包式开孔三通,安装阀门后进行带压开孔作业,开孔完成下档条塞柄,关闭阀门拆除开孔设备,连接新建管线。
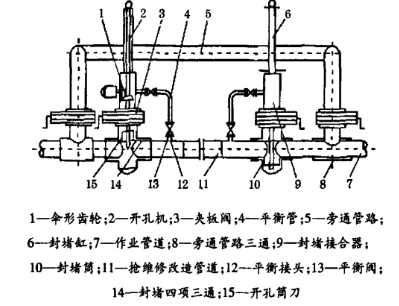
带压开孔加阀示意图
施工步骤如下:

2.2.1 清理管道确定开工位置:
开孔作业点应选择在直管段上,且管道无明显倾斜度; 开孔部位尽量避开管道焊缝,无法避开时,对开孔刀切削部位的焊道宜适量打磨;中心钻不应落在焊缝上; 三通承压焊缝(角焊缝、横焊缝)距离管线原有承压焊缝至少3倍管壁厚。
2.2.2按设计进行管支撑基础浇筑、搭建脚手架、剥防腐层,除去管线表面油污、底漆。
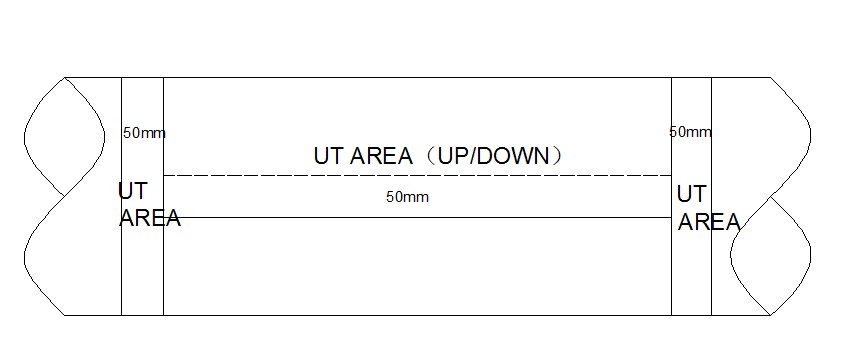
使用手动砂轮安装钢丝刷去除工作区域外不少于50mm的空间内的管线防腐层;


图1 焊道区域防腐打磨
2.2.3管线壁厚UT检测
对三通环缝焊接区域两侧50mm范围内的管子壁厚进行全位置超声波检测,确定管道壁厚满足焊接承压计算壁厚要求且不小于5mm;根据管道实测最小壁厚和其他运行数据,计算管线最大允许焊接压力。

式中:PMAX=管道焊接过程中最大工作压力,PSIG;S =管道的额定最小屈服强度,PSI;t =管道焊接区域的最小测量壁厚,英寸;OD =管的外直径,英寸
2.2.4三通组对安装、焊接
将带有法兰的上护板安装到管线上,测量三通法兰与管道轴线的平行度,。调整合适后将上护板以预堆层的方式点焊固定在管道上;吊装下护板到管道上,调整上下护板之间横缝的间隙,然后焊接U型卡具固定三通上下护板之间的距离,拆除链条卡具。三通组对完成后,在三通横焊道两端背垫板上焊接引弧板;使用螺柱焊接螺钉,安装中频加热带。
注意:三通不得安装在管道焊道位置;三通法兰沿管道轴线方向的两端到管顶的距离差小于1mm;焊接预热前应去除三通上护板的点焊焊缝。焊接前应保证一直保证多点有效的管道接地


图2 焊接U型卡具 图3 安装中频加热带
三通焊接应按照附图中的顺序进行焊接
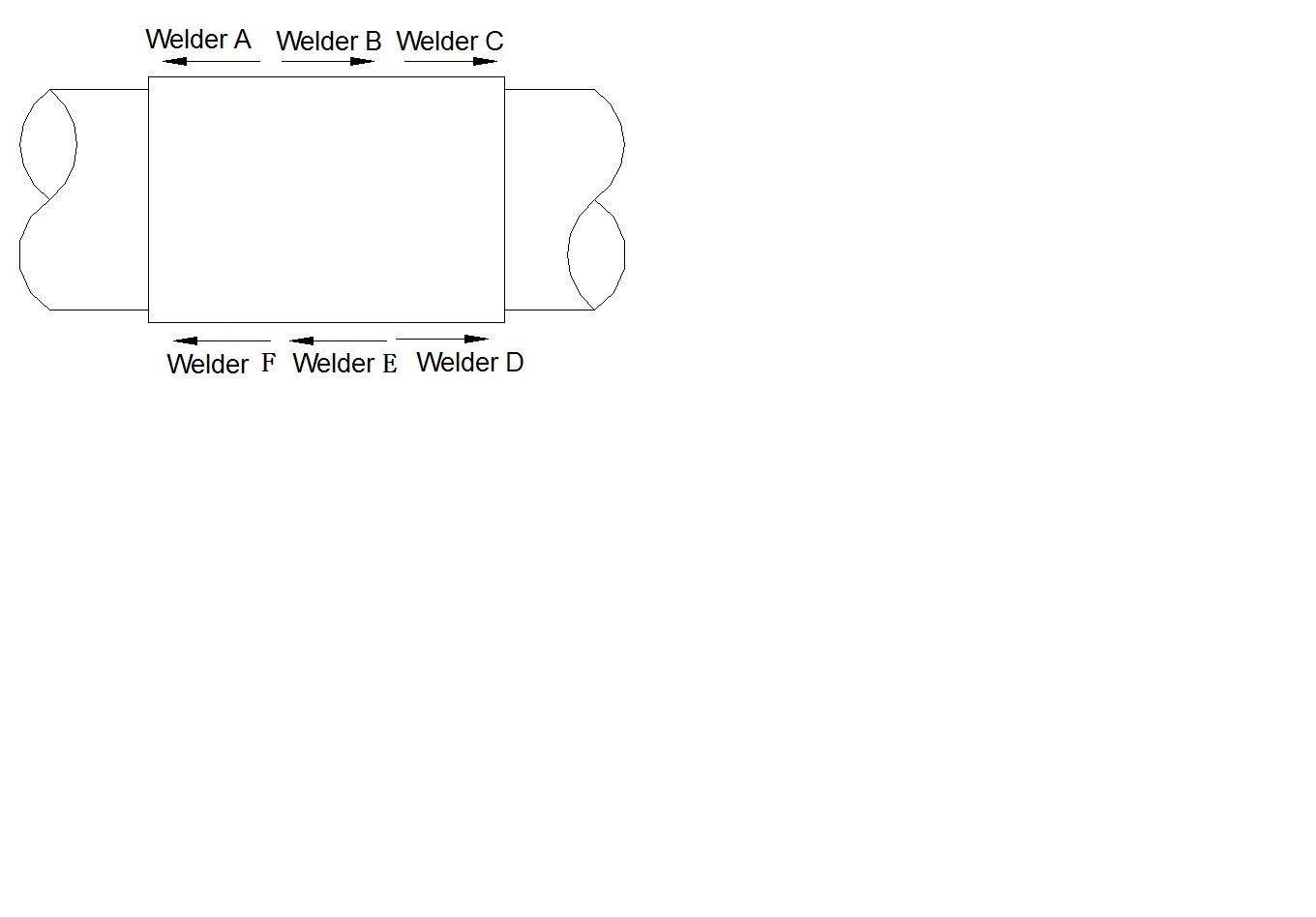
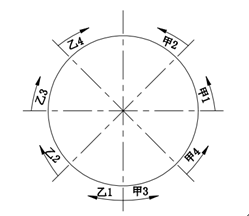
图4 道焊接顺序示意图
注意:焊接前对焊口按照规范要求进行预热;焊接横焊道时应100%焊透,不应烧穿背垫板;焊接环向角焊缝是要先焊接预堆层,预堆层切忌与护板焊接;三通焊接完成后,90内必须完成开孔或封堵作业;
2.2.5无损检测
横道焊缝需要预堆层完成后进行目视化检测及磁粉检测;
根焊和热焊结束后进行目视化检测及磁粉检测;
完成50%填充后进行目视化检测及磁粉检测;
盖面完成后进行目视化检测、磁粉检测及超声检测;
24小时之后进行磁粉检测及超声检测。
2.2.6防胀圈、定位块安装
使用直尺、角尺确定法兰中心位置,使用线坠配合确定管顶中心位置。
标记开孔筒刀与管壁接触位置,标记中心钻与管壁接触位置;
先安装定位块,再安装防胀圈;定位块进行点焊固定。


图5 防胀圈、定位块安装
2.2.7 三通强度试压;球阀施压;三通、阀门整体试压
按相关规范要求,需要对开孔作业的部件进行三次试压:1.三通焊接完成后利用打压盲板对三通进行强度试压。2.三通安装阀门后对阀门进行试压,测试压力为管线运行压力的1.1倍; 3.开孔机安装完之后 整体严密性试压,测试压力为管线运行压力的1.1倍。
按照下面要求租赁或者制作施压装备,打开阀门,向三通、阀门内注水至溢出,关闭阀门至50%,继续注水,直到注水再次溢出,关闭阀门;连接三通、试压装置及打压泵,并安装安全阀、压力表;各接头之间需连接防脱链条;通过三通颈部的1/2寸试压孔继续注水,进行升压,压力上升过程如图12。
合格后放水干燥,进行下一步工作
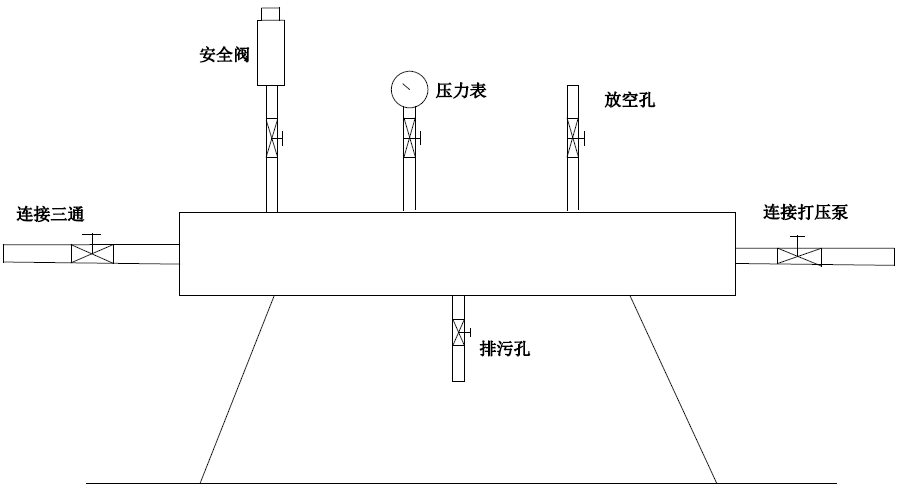
图6 试压装置(mainfold)
根 据标准,所有三通试压的压力值计算公式如下:
![]()
其中:Pb:最大测试压力; Ph:管线运行压力;
ΔP:通过ASME SEC VIII D1, UG-28计算。
通过初步计算,三通强度试压压力值为3,7Mpa
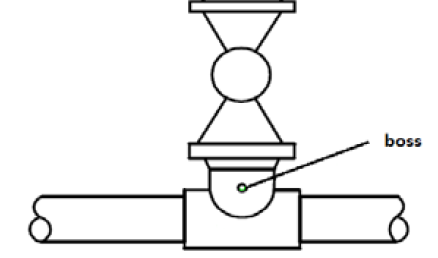

图11 三通阀门整体试压示意图 图12 三通、阀门严密性试压过程及稳压时间示意图
注意:严密性测试合格后,通过试压装置的排污孔释放压力,打开阀门,继续排除试压水,直到试压孔不能排出水为止;然后人工清理三通内的剩余水,擦拭阀门及三通内壁水汽;阀门内表面、法兰面等涂抹油脂保护,防止生锈。
2.2.8 阀门安装
使用两台吊车将阀门从水平位置转为垂直位置;金属垫片应符合设计要求,垫片安装前应对法兰面进行清理,法兰面及金属垫片不能涂抹密封胶等其他物质。阀门吊装到位后进行阀门法兰螺栓紧固工作。紧固的顺序如下:
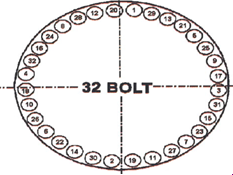
图16 48”法兰螺栓紧固顺序
注意:三通强度试压合格后,方可安装球阀;根据国际标准紧固扭矩值根据,本项目的螺栓紧固值为6810N.m:
2.2.9开孔机组装及安装
首先对开孔机与结合器连接结合面、O型圈槽进行清理;并确认检查0型圈、筒刀刀齿、测量筒刀直径深度、中心钻尼龙棒是否完好;严格按规范要求对开孔机与结合器连接螺栓进行紧固;使用游标卡尺进行多点测量,确保筒刀外径与开孔结合器同轴不应大于φ1mm;
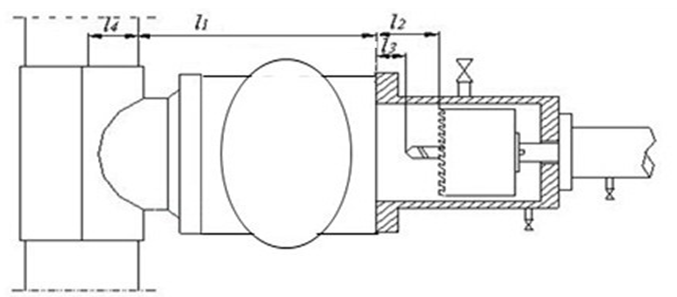
图13 开孔尺寸测量示意图
计算开孔尺寸计算过程如下
第一尺寸=L1+L3(中心钻接触管壁)
开透尺寸=L1+L2+L4(开孔完成到位尺寸)
L4=![]()
注:D=管外径 D1=管内径 d=筒刀外径
2.2.10安装开孔机
使用两台吊车将开孔机从水平位置调整为垂直位置,吊装至阀门上方;按上述阀门安装的螺栓紧固程序要求,紧固螺栓。
2.2.11带压开孔
带压开孔是整个工作的核心工艺,开孔期间热开孔作业周围100米内,停止其他作业施工,人员撤场,配备必要的协助人员;开孔期间管内天然气应小于流速3.10米/秒;开孔作业一般会持续5-6小时,通过开孔机中的筒刀进行冷切割钻孔,开孔完成后提出筒刀缓慢关闭球阀,排空开孔接合器内天然气,氮气置换。
2.2.12下塞柄作业
首先用氮气置换开孔机内腔体空气。然后开始下塞柄作业、过程中确认塞柄是否到位、验证三通卡环是否锁住塞柄、卡环操作。塞柄到位之后,提出开孔机主轴,关闭阀门,释放天然气,氮气置换,拆除开孔机。开孔结束。后续管道可以直接连接到安装的阀门的法兰一侧。
3.现场应用
我们应用带压不停输开工工艺进行了现场3个场站的改造。已经全部改造完成,避免了了整个系统停输的工作,最大限度的保证天然气供气的连续性,施工工期短,比常规停输开孔的功效节约成本约60%。
4.结论
油气管线的不停输带压开孔危险性较大,但是过程中安全措施落实到位,工作步骤正确,在保证安全的情况下实施,可以最大限度的减轻燃气停输给下游用户造成的损失和影响,有工期短,影响面小,功效高等优点。后续将持续应用于长输管线改造和检修工程。
参考文献
[1]王海生,王桂增,输油管道实施泄露简则系统设计与应用,油气储运 2001,20(1);1-5
[2]夏海波,张来宾,王朝晖,国内外油气管道泄漏检测技术发展现状,1994,13(5-9)
[3]苏欣,袁宗明,范晓霞,油气长输管道捡漏技术综述 石油化工安全技术,2005,21(4)
[4] SAES-L-150管道压力试验标准 沙特阿美Aramco石油公司
[5] SAES-A-007试压介质和充氮保护标准 沙特阿美Aramco石油公
[6] THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME B31.8- 2014Gas Transmission and distribution Piping systems[S]. New York:ASME,2014.
[7] THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASMEIX- 2013Welding and Brazing Qualifications [S]. New York:ASME,2013.
作者介绍:王元辉 董世彪
王元辉;男 1974年出生,高级工程师,现任某央企公司副总经理;
董世彪:男 1982年出生,高级工程师,现任沙特某大型EPC 项目副经理;
2

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号