青海中铝铝板带有限公司 青海 810100
摘要:伴随社会经济的不断发展与进步,因铝与铝合金所具备的独特优异性被广泛的应用于社会的各领域,同时也慢慢成为提升国民文化及生活水平不可缺少的基础材料。但是在铝板带材加工生产中,铝板带材剪切质量如何不但会因生产工人本身素质因素而受到影响,而且还与刀具质量、材料情况及质量有较密切的关联性。所以,一定要对影响铝板带材剪切质量的因素加强分析和研究,除此之还要不断强化日常管理,由此保证剪切质量能够达到理想的效果。
关键词:铝板带材;剪切质量;影响因素;精确度
铝板带材属于一种高精度、高质量和高性能的多功能性材料,这种材料现已被广泛的应用于航空、交通、建筑、食品加工和化工医药等领域中,确切的说,铝板带材生产会不同程度的对我国的国民经济发展产生直接影响。结合这一情况,为了能够更高效的控制好铝板带剪切质量,需对加工期间可能会对其剪切质量造成影响的因素进行充分的思考,同时还要对过程管理加强关注,由此保证铝板带材加工生产整体质量。
1.刀轴装置和刀轴传动
在圆盘剪传动侧与操作侧有两个塔形机箱,这两个机箱是紧挨在一起的,各 机箱都包含一套剪刃侧防水卷材与重叠量调节结构。刀轴装置主要功能是进行侧隙调节及重叠调节的主要单元结构。上刀轴装置其定位同心套与下刀轴的定位偏心套的中心间垂直距离在296.81毫米。上下刀盘偏心距离在44.37 0.01毫米,偏心式的布置要比对心式的布置更优越一些,具体主要体现在两方面,一方面,偏心式的布置能够对剪切受力做好合理分析,从而使剪刃受力不超过上剪刃,而另一方面,对于心式布置来说,切云力的带钢较易出现向上翘并且废边还会向下弯;而偏心式布置其去边带钢则会处在水平位置,其费边则会向下弯的更加严重,此状态对于生产更加有利[1]。机箱装配结构详图如图1所示。
0.01毫米,偏心式的布置要比对心式的布置更优越一些,具体主要体现在两方面,一方面,偏心式的布置能够对剪切受力做好合理分析,从而使剪刃受力不超过上剪刃,而另一方面,对于心式布置来说,切云力的带钢较易出现向上翘并且废边还会向下弯;而偏心式布置其去边带钢则会处在水平位置,其费边则会向下弯的更加严重,此状态对于生产更加有利[1]。机箱装配结构详图如图1所示。
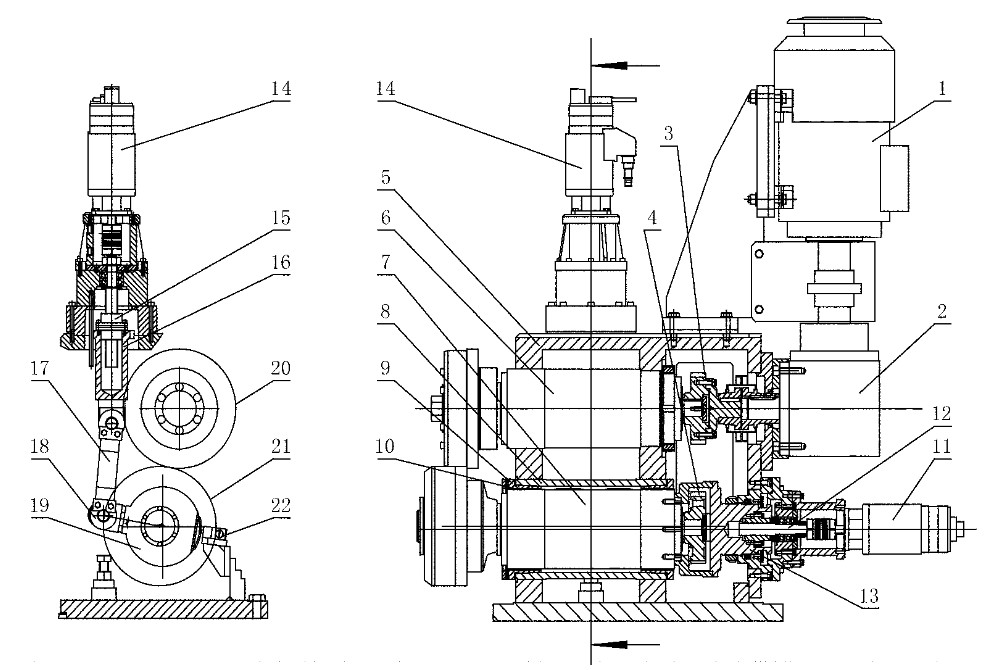
图1机箱装配结构图

刀轴装置属于高精密形式的机械装置,主要可分为上刀轴和下刀轴装置两种。而刀轴装置主要包含的构件有:刀轴、支撑轴承、外层定位套和刀套。在刀轴借助双列圆柱滚子轴和通用配对角接触球轴安装于刀套内,刀套则是利用外层定位套装置在机架当中。上刀轴装置外层定位套属于同心套,利用同心套将上刀轴装置固定于机架当中,在运行中,上刀轴运行带动上刀盘进行旋转。
下刀轴外层定位套属于偏心套,在偏心套的两端利用两个DEVA-BM轴承将其安装于两个小外锥套中,小外锥套的内圆是圆柱体,而外圆则呈现的是锥形体,两个小外锥套和安装于机架中的内圆呈现的是锥形体,外圆则呈现的是圆柱体形式的大内锥套内,利用对小外锥套与大内锥套接合处面垫圈厚度进行调整,来调整DEVA-BM轴承和偏心套径向间隙,由此保证偏心套轴向滑动推力小等于300N。始终维持偏心套外径值在200h4,表面粗糙度在0.4,这样能够有效保障在发出较小力的情况下,使下刀轴可以一直作轴向滑动及旋转运动。
对于下刀轴与机架间的连接方式主要是通过枢轴连接、滑动这两种形式进行连接。其中枢轴方式的连接包含两层旋转运动,首层运动属于刀轴以刀套为重心进行的旋转运动,由刀轴来带动刀盘进行旋转,以此完成剪切带钢操作;第二层,这一层运动主要是偏心套以机架为重心进行旋转运动,由此对剪刃重叠量进行有效调节。
2.剪刃侧隙调节装置
圆盘剪刀轴装置轴向固定中的剪刃侧隙主要是利用调整下刀轴装置来完成的。剪刃侧隙调节装置具体构造如图2所示。
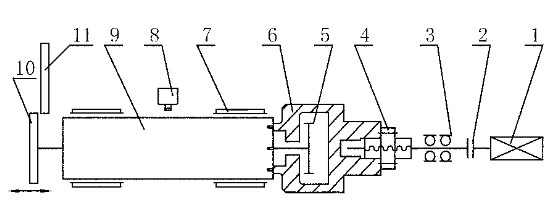 1伺服电机 2联轴器 3角接触球轴承 4滚珠丝杆副 5齿轮四 5推拉套 7DEVA-BM轴承 8侧隙检测传感器 9下刀轴装置 10下刀盘 11下刀盘
1伺服电机 2联轴器 3角接触球轴承 4滚珠丝杆副 5齿轮四 5推拉套 7DEVA-BM轴承 8侧隙检测传感器 9下刀轴装置 10下刀盘 11下刀盘
剪刀侧隙调节具体过程是伺服电机带动滚动丝杠副,连接套螺栓和滚珠丝杠副螺母进行连接,连接套与下刀轴装置进行连接。伺服电机旋转运行通过将滚珠丝杠副将其转变成下刀轴装置之后顺着两组DEVA-BM轴承进行轴向滑动,由此完成刀片侧隙调节[2]。
剪刃侧隙检测和控制:在下刀轴装置偏心套的外侧装置斜楔块,将检测装置直接压于斜楔块上端,当上下剪刃侧隙出现变分时,斜楔块轴向位置也会发生转变,在此情况下,传感器信号也会发生相应改变,这时侧隙值便会借助传感器的检测将数值传输到PLC装置当中,侧隙设定值是由计算机二级系统或者是操作台机界面所产生的,与伺服电动机同轴编码器所产生的信号一同传输到传动装置系统当中,以当作速度反馈,利用PLC外部闭环来对剪刃侧隙实施位置控制。
3.剪刃重叠量调整装置
圆盘剪剪刃重叠量主要是利用对下刀轴装置进行调节来完成的,剪刃重叠调整装置具体结构如图3所示。
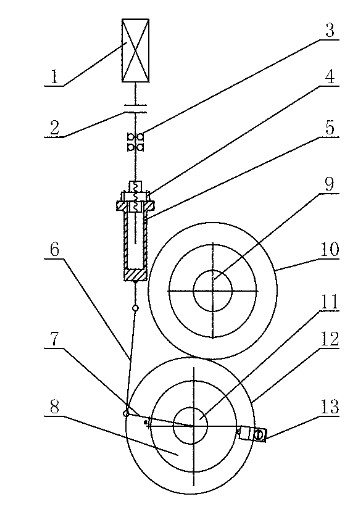
1伺服电机 2联轴器 3角接触球轴承 4滚珠丝杆副 5推拉杆 6连杆 7连接头 8偏心套 9上刀轴 10上刀盘 11下刀轴 12下刀盘 13重叠量检测传感器
重叠量调节装置运动主要是借助连杆原理来实现的,伺服电机传动滚球丝杆副和滚珠丝杆副螺母、推拉杆都是利用螺栓刚性相互连接在一起进行垂直运动的,连杆两端与推拉杆、连接头相互铰接,其中连接头是在偏心套中间借助螺栓进行连接,在此情况下伺服电机运动主要是利用中间连杆机构转变成偏心套,之后再通过DEVA-BA轴旋转运动来实现的[3]。下刀盘装置于下刀轴上,此时下刀轴中心同定位偏心套中间间偏心距是8毫米左右,当偏心套转动一个角度时,将会使下刀盘垂直位置产生变化,由此可以完成上下剪刃重叠量调节操作。
重叠量检测与控制。在偏心套装置上安装斜楔块,之后将用于检测重叠量使用的传感器压在斜楔块上方,这时当偏心套在旋转的时候,上下剪刃重叠量会发生一些变化,在此过程中利用重叠量的数字模型进行计算可以获得重叠量实际值。重叠量设定值会显示在计算机二级系统中或者是操作台机界面上,与电机同轴编码器信号一同输入到传动装置系统当中,将此数值信号当作位置反馈,由此对位置闭环进行有效控制。
4.结语
总体来说,铝板带材剪切质量受剪切设备制造精度、剪切设备安装精度、刀具精度及磨削、间隙和重叠量管控等因素的影响比较大。因此,作为技术操作人员需积极学习与大量借鉴国外一些成功的铝板带材剪切加工工艺,不断提高剪切质量和对剪切工艺进行合理的总结,由此为全新剪切工艺的构建提供参考。
参考文献
[1]吴俊辉,黄长清,蔡央等.轧制板形形对铝板带剪切后宽度影响的研究[J].河南科技,2017(4):83-87.
[2]苟振茂.影响铝板带材剪切质量的因素[J].建材发展导向,2017,15(22):34.
[3]赵宗超.铝板带箔生产现状及工艺技术探析[J].科技创新与应用,2018(10):108-109.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



