1. 国网山东省电力公司电力科学研究院 , 山东省济南市, 250003 ; 2. 山东中实易通集团有限公司 , 山东省济南市, 25000
摘要:常规焊接热处理使用柔性陶瓷电阻预热时,往往将加热片固定在焊缝两侧,但是合金钢管道施工环境复杂,经常出现加热片固定困难,但合金钢焊接过程中焊接性较差,淬硬倾向高,造成焊接缺陷。针对合金钢的焊接特点,分析了由于位置不当焊接预热时柔性陶瓷电阻无法安装的问题,并针对出现的问题提出了相应的解决方法,以供在现场管道施工中参考。
关键词:合金钢;内置预热工艺;焊接;热处理
中图分类号:TG156 文献编码:A 文章编码:
WANG Jinjian1,2,WANG Shiqiang1,2
(Material Inspection Center of Shandong Electricity Academy of State Grid,jinan of shandong province,250003;Shandong Zhongshi Yitong Group Co., Ltd,jinan of shandong province,250003)
ABSTRACT: According to the welding characteristics of alloy steel, analyzed because of improper location of weld preheating flexible ceramic resistance cannot installation problems,and put forward the corresponding solving methods for the problems. For reference in the field of pipeline construction.
KEY WORD: Alloy steel;Built in preheating process;Welding;Heat treatment
合金钢具有良好的力学性能、化学性能和稳定性,而且还具有良好的冲击韧性及热强性,因此大量运用于电站管道系统。但合金钢具有较高的淬硬倾向,且有很高的冷裂纹敏感性,而且合金钢管大都是工作在较高温度或压力下,因此注意热处理操作各个细节对于焊缝的组织结构及电厂的稳定运行都有重要的作用。
焊前预热的主要目的是改善材料的可焊性。在加热并保持一定的温度的过程中可以降低焊接接头区域的温差,使热影响区的淬硬倾向减弱。在焊接过程中有利于氢气的逸出,降低焊缝中氢的含量,防止冷裂纹的产生,改善焊接接头的塑形及韧性。如果焊接预热工艺执行不到位往往会出现淬硬性倾向比较大、冷裂纹倾向比较大、会产生延迟裂纹的问题,预热可以降低焊接接头冷却速度,使焊缝中的扩散氢逸出,避免产生氢致裂纹,并且延长热影响区800-500℃的冷却时间,避免出现马氏体淬硬组织。而且根部焊道的拘束应力比较大,必须要足够的预热温度,才能使接头的温度保持在产生马氏体的上限温度。
何况中国北方冬季寒冷,加之合金钢焊接需要的环境温度为0℃以上,所以焊接预热在焊接工艺上尤为重要。
通常我们焊接预热时,将柔性陶瓷电阻置于焊缝两侧。但是有时候焊口距离三通、弯头、法兰等管件的距离较近导致法兰侧的柔性陶瓷电阻无法固定安装或者加热宽度不够温度达不到要求。当遇到以上问题时我们可以采用内置热处理预热方法。
焊接热处理加热片安装正确才能发挥其主要作用。陶瓷加热器是一种高温度长寿命的加热器,现代工业中越来越高的工作温度需求,陶瓷加热器都能适应,尤其是各种管道加热等,其中柔性陶瓷电阻加热器(陶瓷关节加热器)由螺旋型电阻丝穿过专门设计的耐高温陶瓷瓷砖,精密延伸构成,可弯曲,漂亮的金属外壳陶瓷纤维构成隔热层。形成有效的高温度,高功率密度,带形加热器,且设计灵活便于安装。
焊前预热工艺部件安装主要包括柔性陶瓷电阻安装、热电偶安装及保温棉安装。下面我们具体分析每个部件的安装方法:
根据火力发电厂焊接热处理技术规程热电偶的选择应符合下列要求:
应根据焊接热处理的温度、仪表的型号、测控温精度选择热电偶,热电偶的直径与长度应根据焊件的大小、加热宽度、固定方法选用。
宜选用K分度的防水型铠装热电偶或K分度热电偶丝,其质量应分别符合GB/T16839.1、GB/T16839.2、GB/T2614、JB/T9238的要求。
在焊前预热工艺中控温方式主要是通过热电偶来完成的。热电偶的工作原理为:将两种不同材料的金属导体的一端焊牢,使其在温度场中加热,将另一端接上电表形成闭合回路。电表显示出电势的大小,该电势与工作端和自由端的温差有关,即温差越大则电势越大,通过测定电势的大小则可确定加热温度或被测物体的温度。两种不同材料的金属导体的一端焊牢的焊点即为温度的测量点。
预热时我们每组加热器应安装两种热电偶,分别为控温热电偶、监测热电偶。控温热电偶,即控制加热器的加热速度、降温速度,监测热电偶,即时时监测被测工件的温度。内置预热时热电偶置于法兰内侧距离焊缝中心不超过50mm,热电偶置于柔性陶瓷电阻中心下方。两种热电偶必须固定牢固。且固定时应符合下列要求:
宜采用储能焊机焊接固定热电偶的方法,或其他能够保证热电偶的热端与焊件接触良好的方法。
采用焊接方式固定热电偶时,焊接热处理结束后应将热电偶焊点打磨干净。
注意:固定时严禁将热电偶的冷端和热端短路。
2.2.1加热器安装
任何情况下,加热器不能重叠、交叉,且金属材料不得与加热丝相碰;加热器与管壁应紧密接触。在焊接热处理布置加热器时应注意加热区域的温度最高点必须是在焊缝中心。对于垂直管,加热器的加热中心应偏离焊缝中心,适当下移,下移量与壁厚、加热器宽度及保温层宽度与厚度等有关。
当加热器在待焊接焊缝两侧分别布置或全覆盖布置时,加热宽度自待焊接焊缝边沿始计算:若采用柔性陶瓷电阻加热,每侧加热宽度不小于焊件厚度的4倍。
热处理加热器功率可根据管道直径、管道壁厚进行粗略估算。
2.3保温棉安装
根据火力发电厂焊接热处理技术规程,保温材料应符合下列要求:
保温材料的热阻值应不小于0.35℃·㎡
/W;
柔性陶瓷电阻加热或远红外加热用保
温材料的熔融温度应高于1150℃;
感应加热用保温材料对电磁场无屏蔽
作用;
4)火焰加热用保温材料应干燥。内置加热片保温棉安装时应制作专用工具保持保温棉与管道内壁贴紧。
当管子外径大于219mm或壁厚不小于20mm时,采用柔性陶瓷电阻加热、远程外辐射加热或电磁感应加热。内置预热工艺适用于柔性陶瓷电阻预热方法,加热范围宜为每侧加热宽度不小于焊件厚度的4倍(加热宽度自待焊接焊缝边沿始计算)
热电偶的安装位置与数量,应以保证测
温和控温准确、可靠和有代表性为原则。预
热时,控温热电偶应布置在加热区以内,监
测热电偶应尽可能靠近待焊坡口,必要时应
使用其他测温方法监测待焊坡口处的温度,且预热时应注意长图记录仪应校验合格,焊口、显示器和记录仪温度数据统一。大口径管道预热时监测热电偶
3.2 加热器的固定
当使用内置预热方式进行热处理时,加热器不便于固定,但是我们要求加热器必须紧贴管壁,这时我们可以在内侧填充足够的保温材料,一是为了固定柔性陶瓷电阻,二是对焊件进行保温,减缓散热速度。
3.3 相应参数的选定
由于内置热处理时,柔性陶瓷电阻位于
焊口内侧,散热较慢,所以在进行操作时,
热处理工应分别对加热器进行控制,即1号
点控制外部加热器、2号点控制内部加热器
并分别连接好热电偶,而不应将加热器进行
串联或其他连接方式,从而减少由于散热问
题造成的误差。在选用参数时应选用下限温
度,其他参数应严格按照《火力发电厂焊接
热处理技术规程》DL/T819-2010。
4 结束语
根据合金钢的焊接及热处理工艺特点,在工程施工前要对其焊接工艺及焊接性有充分的了解,并经焊接工艺评定合格后,方可正式实施。
对合金钢的热处理操作过程要严格要求,热处理工在正式上岗前要严格培训,在正式施工时,焊接质检要严格过程控制。
内置焊接预热工艺仅适应于加热器为柔性陶瓷电阻且由于法兰或其他造成的焊接预热导致的柔性陶瓷电阻无法安装。
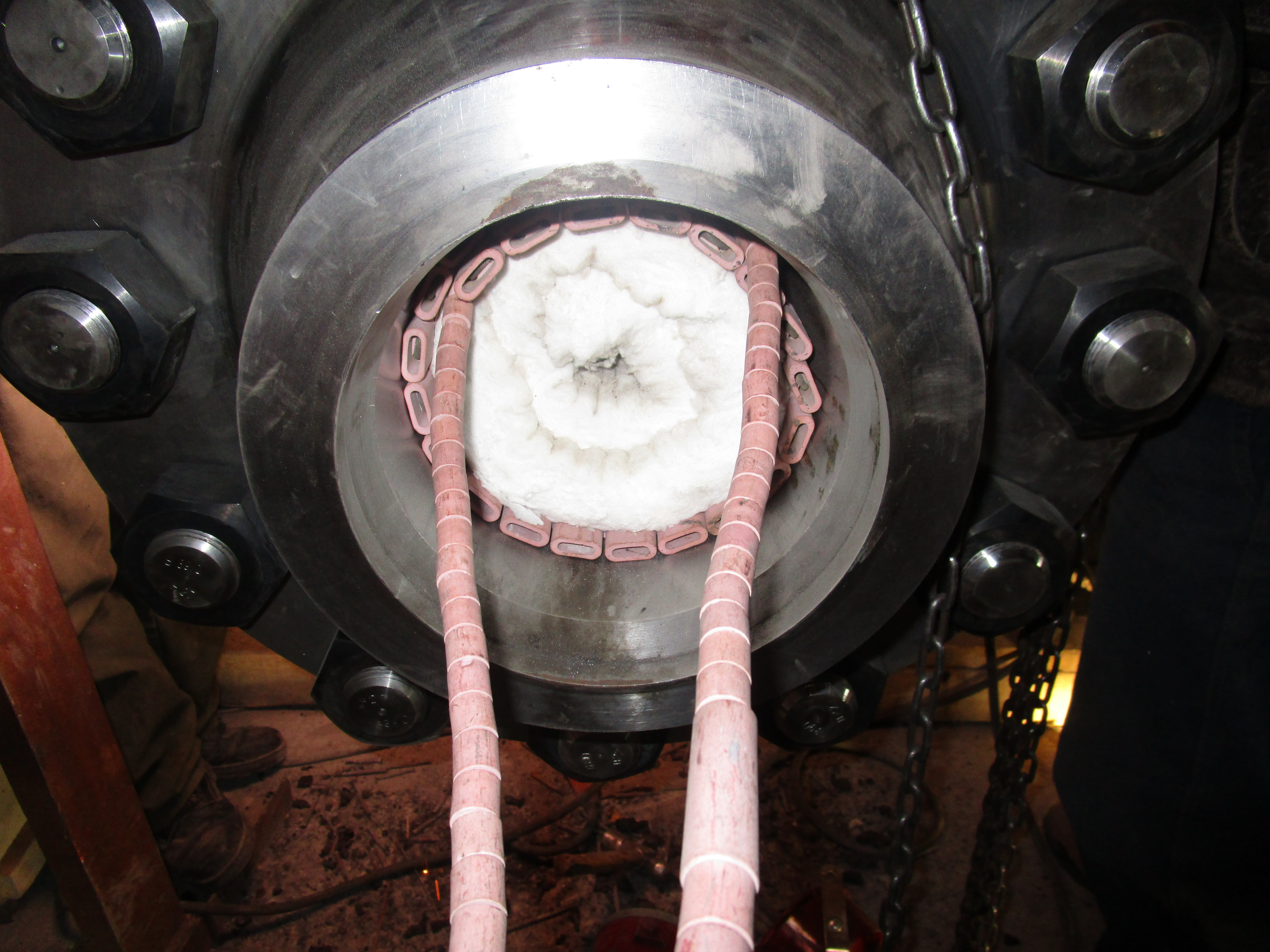 现场焊接内置预热工艺组件安装图
现场焊接内置预热工艺组件安装图
参考文献:
[1]《火电机组焊接热处理实用技术培训教材》,中国电力出版社,2009;
[2]《火力发电厂焊接热处理技术规程》DL/T819-2010;
[3]《火力发电厂焊接技术规程》DL/T869-2012.
收稿日期:2019-12-09
作者简介:
王金剑(1990),男,助理工程师,主要从事电网物资抽检工作。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



