国网西藏电力有限公司物资公司 西藏拉萨市 850000
摘要:仿真软件近年来在制造业中的应用越来越普遍,不同焊接仿真软件的计算模型,材料库与热源模型等各有不同,因此在针对某型零件的焊接过程进行仿真前需要选择合适的焊接仿真软件,这样可大大提高仿真效率与准确性。本文针对两款主流焊接仿真软件SYSWELD及WELDPLANNER特点进行分析介绍,帮助工程人员合理选择适合的软件。
关键词:仿真技术;断路器;应用
SYSWELD是一款覆盖了相关复杂数学和材料物理特性,考虑多物理场的仿真软件。软件中包含了非常全面的材料数据库,包括钢、铝合金、高温合金、钛合金等。同时软件中还具有多种不同形式的热源包括:高斯热源、3D高斯热源、双椭球热源、圆锥体热源等等,因此可以用来仿真不同的焊接工艺包括:TIG焊,激光焊,电子束焊、MIG焊、MAG焊等等。同时SYSWELD求解器采用了最先进的弹塑性模型,使得计算结果更为准确。但其相对计算时间较长,效率较低。
仿真可得到热属性与力学属性的结果参数,主要包括:a.零件焊接后的温度场分布,通过提取了焊缝上节点的热循环曲线及应力曲线可研究焊缝金属的塑性变形形态;b.零件焊接后的应力场分布及焊接变形,可通过优化工艺参数达到降低残余应力,减小变形量的目的。
1仿真技术概述
仿真技术是一种建立的网络信息技术基础上的技术,这种技术往往不需要进行实物制造,也被称为是虚拟样机技术。具体来说,仿真技术是相关设计者利用计算机软件,在网络虚拟空间中建立相应的数据模型,然后通过对模型的动态性能参数进行分析,不断改进设计方案,进而达到最优的设计效果,与传统的设计技术相比,这种虚拟仿真设计更加安全可靠、便捷灵活,同时还可以节约对时间和成本的使用,另外,仿真技术设计方式不受时间、地点和环境的限制。
2SYSWELD软件在断路器实例应用
本节以航空零件的典型结构-T型接头为研究对象,应用SYSWELD对其激光焊接过程进行仿真,研究单条焊缝不同的焊接顺序对残余应力及焊接变形的影响。
2.1几何模型
TC4钛合金T型接头的几何信息如下,腹板尺寸:180*50*2mm,翼板尺寸:180*25*2mm,焊缝形状为三角形。模型网格采用八节点六面体单元。
2.2焊接方案
针对T型接头单条焊缝的焊接顺序,提出四种不同的焊接方法,其中菱形代表起焊点,箭头代表焊接路径,数字代表焊接顺序,如图1所示。
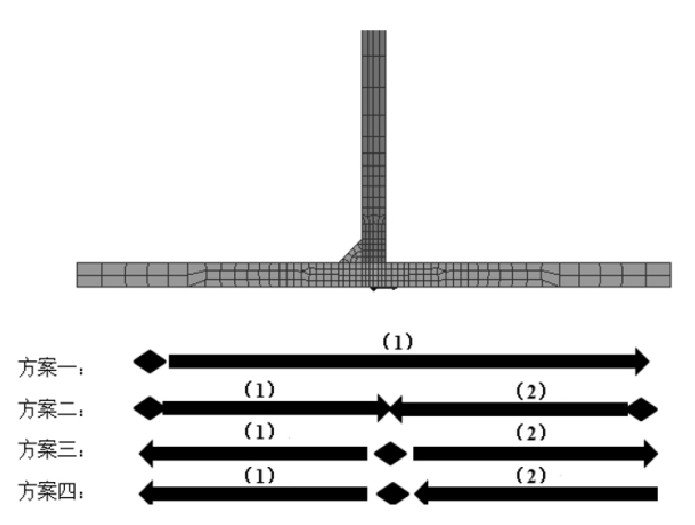
图1焊接方案
2.3热源
热源模型的选择取决于熔池形态、传热区域、焊接模拟过程等。本文针对激光焊接工艺选用3D高斯热源模型。
2.4夹持与冷却条件
夹持条件(1):约束腹板下表面外侧的四点,分别固定其YZ方向以及Y方向的平动自由度。
夹持条件(2):对腹板上表面以及翼板两侧平面进行弹性约束。
焊接过程采用条件(1)与条件(2)相结合的夹持方式;冷却过程采用条件(1)的夹持方式。冷却过程设置环境温度为20摄氏度,冷却方式采用空气冷却,热交换面为模型的外表面单元,冷却时间为0-1800s。
2.5仿真结果与分析
仿真计算耗时为117分钟。在方案四中,T型接头的焊接变形量最小,为0.282mm,相较于方案一中0.366mm的变形量同比下降22.95%。如表1所示。
3WELDPLANNER软件的特点与应用范围
WELD-PLANNER是一款焊接装配的快速计算工具,该软件的求解算法采用固有应变法[2]。其操作简单,工程师可方便地定义焊接顺序,布置装卡条件,设置焊接参数与材料属性等。此软件计算效率高,计算速度快,适用于大尺寸,多焊缝,焊接工艺复杂的焊接仿真研究。
4WELDPLANNER软件在焊接中的实例应用
以带筋壁板为研究对象,应用WELDPLANNER对其加强筋的焊接过程进行仿真,研究多条焊缝的不同焊接顺序对焊接变形的影响。
4.1几何模型
带筋壁板模型如图2所示。蒙皮尺寸为:1090*820*2mm,四根加强筋的高度均为26mm,厚度为2mm。其中1,2号加强筋两侧各有四条焊缝;3,4号加强筋两侧各有两条焊缝,共12条焊缝。
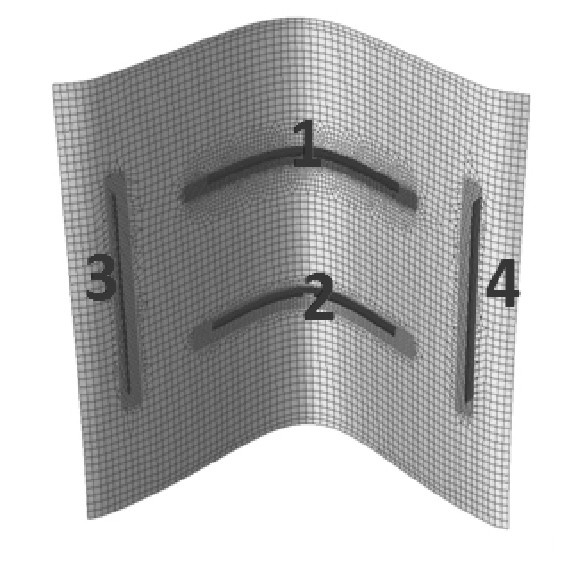
图2带筋壁板模型下载原图
4.2焊接方式
采用激光焊接,选用6mm的熔宽。
4.3夹持条件
4.3.1蒙皮的夹持方式:
在仿真的过程中,选取蒙皮边缘的四条边进行固定约束,即约束四条边的三个平动自由度
4.3.2加强筋的夹持方式:
在每条加强筋上选取其两端作为约束部位,每部分选取有一定距离的两个点,固定其法向的平动自由度。
4.4焊接顺序方案及成形结果
本文针对焊接顺序对焊接变形量的影响提出四种焊接顺序的方案:(1)1-2-3-4;(2)2-1-3-4;(3)3-4-1-2;(4)3-4-2-1。表2中列出了在六种不同焊接顺序下壁板的变形量。仿真计算耗时11分钟。
5虚拟制造焊接技术项目方式
焊工安全操作之前需要充分掌握常用焊材的介绍、焊缝符号、焊接方法介绍、焊条、焊丝知识、焊接用气体知识与焊接电源、电流、电压知识等。还包括金属学与热处理知识、金属工艺学、焊接冶金过程、防火与防爆、识图知识与船体建造工艺等。在焊条电弧焊实作中能够进行焊接设备选用与维护、掌握金属熔焊原理与气体保护焊工艺、埋弧焊工艺、气焊与气割实做方式、焊接检验与焊接标准等。
引弧、收弧、能够真实的模拟焊接过程中的各种参数设置,如引弧、收弧、直线运条、直线往返运条、锯齿形运条、月牙形运条、正三角形运条、斜三角形运条、圆形运条的各种手法,并能体验操作手法中的各种力量反馈感,电弧、明暗场、飞溅、焊缝、声效表现逼真,该系统可进行多角度、全位置焊接演练。
采用VR虚拟现实头戴式显示器进行虚拟场景展现,分辨率:单眼:不低于1200×1080、刷新率:不高于90fps、动作可捕捉。空间不少于1.5m×1.3m×2.0m,同时配备ViveVR无线操控手柄与精确的SteamV定位技术配合系统进行焊接操作。回放展厅:记录并回放操作过程,重现操作结果,便于充分分析具体的焊接过程。使得操作人员更加清楚的了解焊接训练当中的问题,有助于提高焊接效率。同时提供不低于5种的模拟实训场景,如港口工况场景、工程机械维修焊接、工厂工况、石油管道焊接、船仓焊接等。通过真实的焊板、焊枪、焊具进行焊接教学,系统采用声音、光、文字等提示内容,并采用标准图形示范包括焊接位置、焊枪角度、焊枪与工件的距离和角度等及语音提示帮助操作人员校正操作姿势和手法,辅助指导培训过程与應用。提供多种虚拟的焊接环境,同时根据客户需求定制专属的焊接场景。
对相应焊枪的功能特性及主要应用领域进行了文字形说明,同时通过视频形式展示了模拟操作方式。使理论知识体系和焊接任务体系在训练过程中更加人性化的融合起来。具有焊接电流、电压、焊丝直径、气体流量等参数调节功能。虚拟焊板上生成的焊疤状、鱼鳞状与真实的焊疤相符。生成的焊迹能够表现出熔化过程和冷却过程,并伴随相应的光学效果。可选择不同厚度,不同母材、不同种类焊接接头,如对接平焊焊板、对接横焊焊板、角接接头、立焊焊板、仰焊焊板、管管对接以及管板对接接头。配合3D立体视觉头盔,训练者可以更加真实的看到焊接过程的3D场景,以及实时的火花飞溅和熔滴效果。同时系统可以追踪头部姿态控制主视角和主画面,让操作人员获得身临其境的感受,沉浸在虚拟现实环境中,真正融入训练过程。提供多种虚拟焊接试板包括平板拼接、T型接头、坡口板拼接、管板拼接、管管拼接等。
结论
在焊接之前通过仿真软件对相应工艺流程仿真并进行工艺优化已经成为了一种可以有效降低成本,减少重复试验次数的手段。不同仿真软件的特点与应用对象均不相同,因此针对不同焊接工艺及不同焊接对象时选择合适的软件进行仿真才能确保计算效率的高效与结果的准确。
参考文献:
[1]尚校.数字化虚拟制造技术助推焊装工艺规划体系发展[J].汽车工业研究,2016(1):46-48.
[2]王志兵,李杏清.电子SMT虚拟制造技术的研究[J].电子技术与软件工程,2016(11):140-140.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



