山东英才学院 机械与电气工程学院 山东 济南 250104
摘要:本次设计是基于一种新型的多用途深孔加工车刀,其本身属于刀具的范围,其主要通过在刀杆上开引流槽、前头增加细小钢球等技术。解决普通车刀使用寿命短、加工时间长、车刀刃磨时间长、刀具材料成本高、且不能重复使用等问题。本设计技不仅仅提高了切削用量以及加工质量,同时节约了操作人员更换刀具的时间,提高了生产效率。
关键词:多用途;深孔;加工车刀
据有关资料显示,去年我国共进口各类刀具产品两万三千三百六十四件,比上年增加64%;进口刀具购置费高达两亿八千五百壹拾六美元,比上年增加87%。这还不算我国生产加工的刀具,而且近几年,先进制造业列为我国重点优先领域,高档数控机床与基础制造技术被列入16个重大专项之一,各种政策、措施也着实让人对数控机床产业的发展充满了希望。然而,建设制造强国,不仅需要数控机床,同样需要先进的刀具,机械加工过程中,真正与被加工对象产生直接作用的是刀具,我国是用刀大国,刀具增长潜力非常看好。基于此本研究通过对普通车刀的缺点进行改造优化升级,使加工更加方便,节约时间,提高效率,从而增加了经济效益。
首先,在深孔加工中,钻头钻孔容易偏斜,孔加工容易歪斜。二是刀杆受内孔限制,一般又细又长,刚性差,强度低,车削容易产生振动和“让刀”现象,使零件容易产生波纹、锥度等缺陷。第三,当钻孔或扩孔屑不易排出时,冷却润滑油输入困难。第四,孔的加工过程难以观察,加工质量不易控制。
深孔加工的关键技术是确定深孔刀具的几何形状以及切削过程中的冷却和排屑。在加工过程中可以采取以下措施来保证加工质量:一是分阶段进行粗加工;二是加工刀具的合理选择;三是利用引导和辅助支持;四是冷却液输入装置的配置。
2.3 普通车刀简介
普通车刀如图一所示,在进行深孔加工时,往往会因为孔深、孔直径小、孔偏等原因,车刀会产生颤动,通车刀使用寿命短、车刀刃磨时间长、刀具材料成本高、且不能重复使用等问题。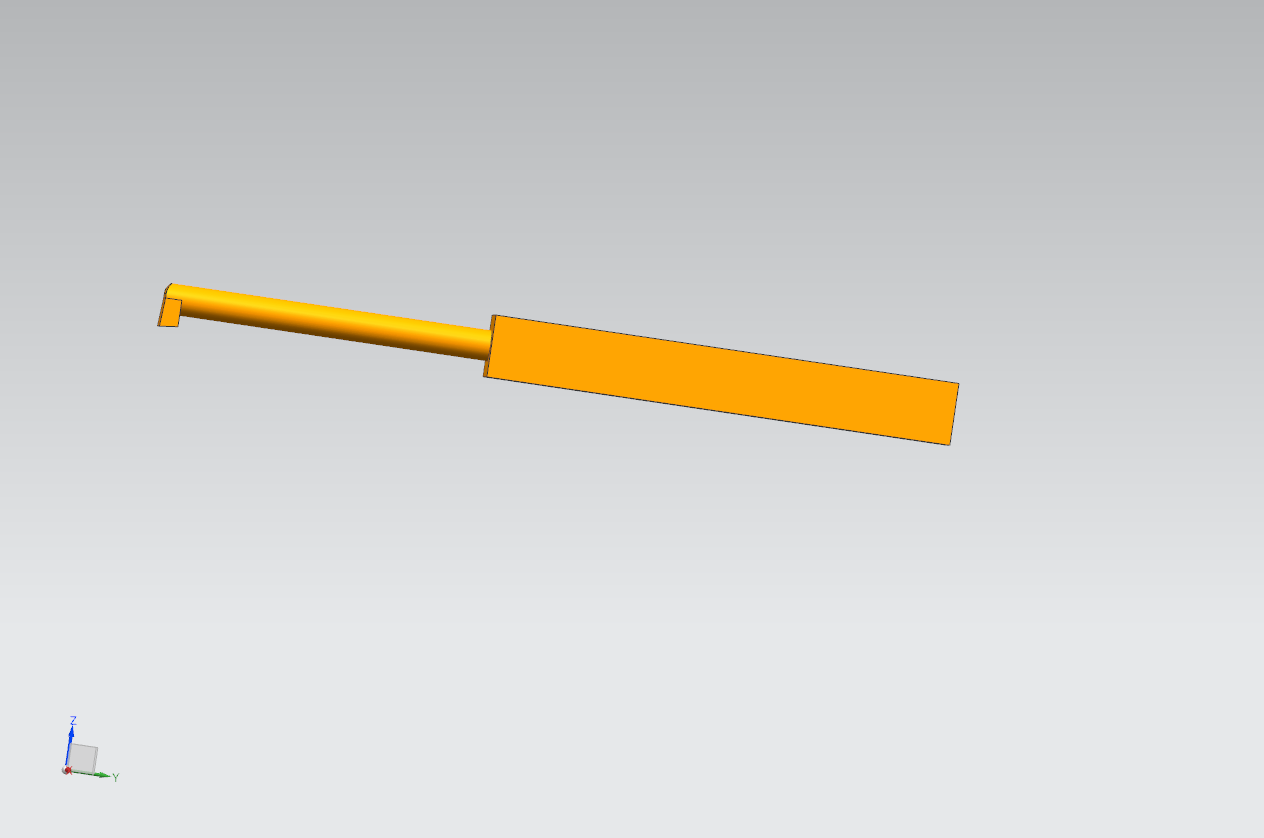
图1 普通内孔车刀
随着经济的高速发展,我国已成为世界机械制造业大国。同时,机械制造业在我国工业体系中也处于核心地位,随着机械制造企业规模不断扩大,机械产品不断地增多,加剧了机械产品的损耗。由于是深孔加工,切削液不能很好的冷却和润滑,从而使刀具和工件发热,造成刀具磨损,产生“让刀现象”,导致加工工件尺寸达不到技术要求。另外,常用刀具一般是一体式的,根据孔的不同深度进行刃磨。由于车刀刃磨时间长,对操作者技术要求较高,且刃磨好的车刀加工不了几批工件,就需要重新磨刀,并且刀杆不能重复使用,因为刀杆和刀头是一体的。这样无形中就降低了工作效率,增加了经济成本。基于此本设计是一种新型的多用途深孔加工车刀,其本身属于刀具的范围,其主要通过在刀杆上开引流槽、前头增加细小钢球等技术。本设计不仅仅提高了切削用量以及加工质量,同时节约了操作人员更换刀具的时间,提高了生产效率。
3.2 设计思路
在现有深孔加工过程中,往往会因为孔深、孔偏等原因,车刀会产生颤动。由于是深孔加工,切削液不能很好的冷却和润滑,从而使刀具和工件发热,造成刀具磨损,产生“让刀现象”,导致加工工件尺寸达不到技术要求。另外,常用刀具一般是一体式的,根据孔的不同深度进行刃磨。由于车刀刃磨时间长,对操作者技术要求较高,且刃磨好的车刀加工不了几批工件,就需要重新磨刀,并且刀杆不能重复使用,因为刀杆和刀头是一体的。这样无形中就降低了工作效率,增加了经济成本。
3.3 实现途径
现在我国内大多数工厂还是使用普通车刀,对于深孔加工的产品普通车刀使用寿命短、加工时间长、车刀刃磨时间长、刀具材料成本高、且不能重复使用,通过在刀杆上开引流槽、前头增加细小钢球等技术改进解决了上述问题。这样的刀具在平常的机械厂还是比较少见的,通过我们的改造是可以被工厂广泛使用的。本车刀通过对普通车刀的缺点进行改造优化升级,使加工更加方便,节约时间,提高效率,从而增加了经济效益。该车刀刀头采用的材料是W18Cr4V,该钢在500°C及600°C时硬度分别保持在HRC57 ~ 58及HRC52~ 53 ,对于大量的、一般的被加工材料具有良好的切削性能。
本次改进设计以机械制造技术为基础如图二,采用精确引流、润滑、减少摩擦、增长使用寿命等具有创新性的创作,有较好的市场前景。经过前期的调研、讨论,总体方案基本定型,有了良好的设计基础,后期再进行一定的调研、设计、改进,便可设计出实用产品。改进后的车刀具有以下优势:首先由于在刀杆上开引流槽,所以精确冷却刀头和工件散热的问题。其次有效的解决了“让刀”问题。能够满足不同加工的使用需求,使用寿命长,同时因为采用组装,所以方便拆卸携带,加持部分和刀杆采用42CrMo,42CrMo钢属于超高强度钢,具有高强度和韧性,淬透性也较好,钢球采用经过调质处理60Mn表面质量好,抗冲击性好,韧性强,耐磨性好,不易破碎和失圆,钢球后面还有一个小弹簧,采用碳素弹簧钢,强度高,性能好,具有较高的强度极限和屈服极限外,还有较高的弹性极限、疲劳极限、冲击韧性、塑性。车刀采用高速钢,韧性好,承受冲击能力大,坚固质量好,具有较高的实用性,如图三所示。
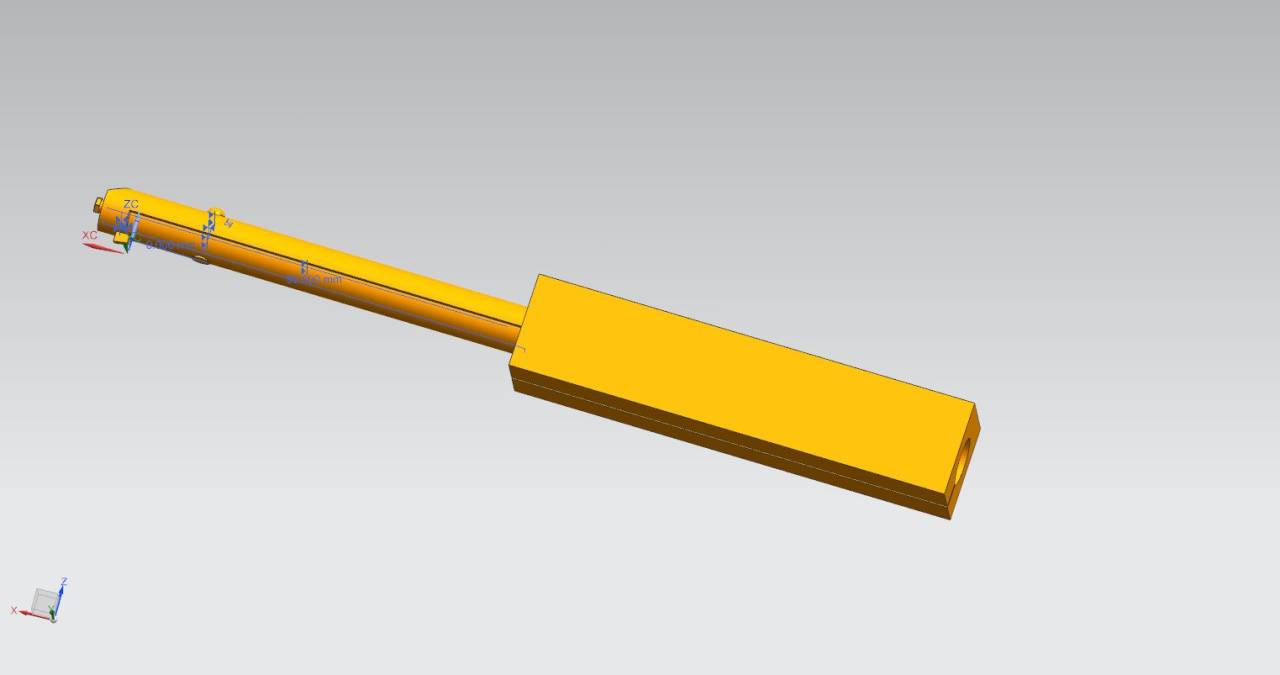 图2多用途深孔加工车刀
图2多用途深孔加工车刀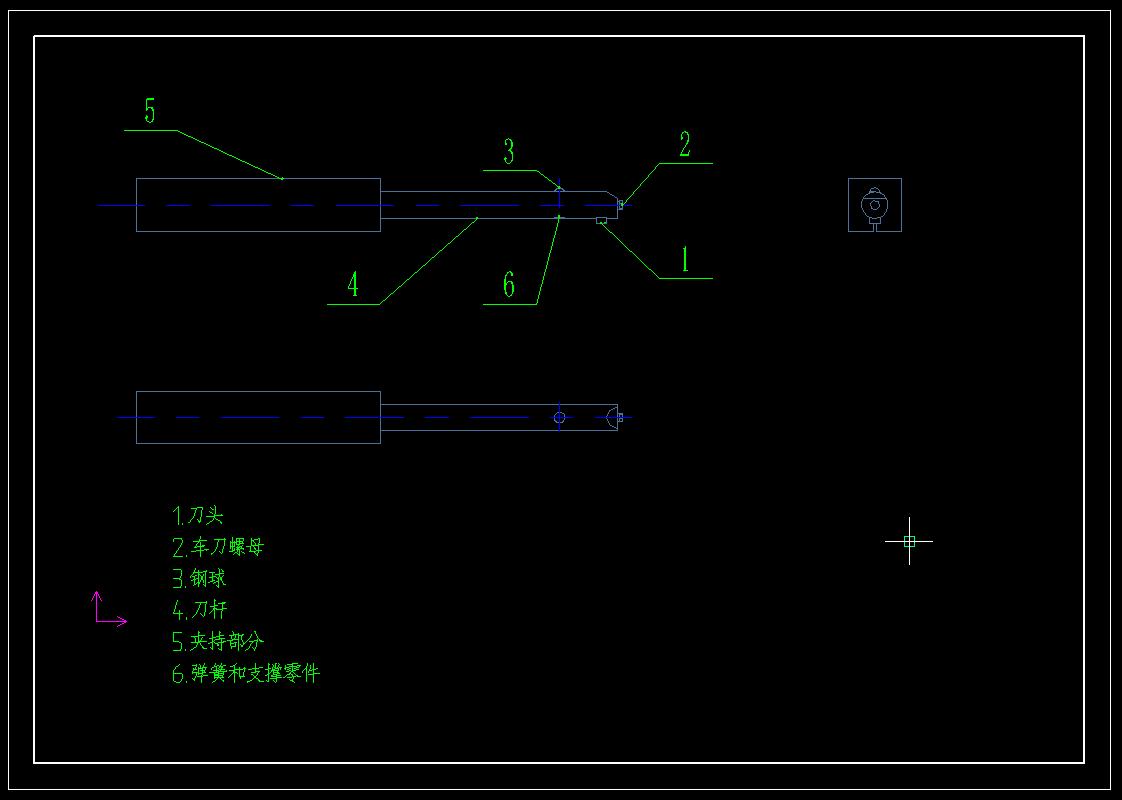 图3车刀改进点
图3车刀改进点
我们的产品在价格、创新性、实用性、便利性等各个方面都具有绝对的优势。通过合理的设计,减少了资源的浪费,避免空间的过度占用。结合传统车刀亮点,来打造我们的多用途深孔加工车刀。
目前,我们的产品还在初期试验推广阶段,知名度不够。大家对于我们的产品没有实质性的了解,大家对于我们产品的效果还保持观望态度。市面上的普通车刀,市场份额被占据较大,打开市场较困难。我们应当严格把关质量,科学管理,并加大宣传力度。
1、盈利渠道:
厂家直销:通过建立实体店,人工宣传和销售,以产品展示或者厂家操作演示的方式来吸引客户。
2、网络直销:着手建立自己的网站和自己的购物商城,通过网站宣传我们的多用途深孔加工车刀,使潜在客户能够方便快捷地查阅到产品的相关信息,定期开展一定的优惠活动,鼓励顾客通过网络购买。
3、销售返点:以“采购”(团购)的名义与商家洽谈,直接在实体店、团购网站上放置我们多用途深孔加工车刀的信息,商家一方面降价让利给消费者,另一方面给团购网站一部分回佣,在这个过程,商家和团购网站相互合作形成一个代销平台,让消费者通过这个代销平台购买到物美价廉又称心如意的商品,无形之中为我们的多用途深孔加工车刀的推广做了宣传。
4、广告服务:可以通过与其他网站合作,进行广告宣传等,同时建立自己的微信公众号,详细地介绍我们产品自身的特点,与其他公司的产品进行比较,突显我们产品的优势,不时地推送一些活动以及优惠等来吸引顾客,促使那些欲购买的人群更快地购买。
为使企业能够满足客户需求和实现“利润最大化”,我们将会不断完善产品设计,改进和完善生产技术,降低生产及管理成本,扩大销售规模,以创新求发展,以期实现项目产品产业化,只有这样,才能大大提高企业的市场竞争力,才能将产品转化为商品价值。本项目的主要获利方式是实现研究成果的商品化,形成具有企业特点的优势产品,树立企业品牌。
综上所示,本设计优化改改进之后,车刀使用寿命长,加工效率提高,刀杆根据孔的深度不同可自由调整,材料可以重复使用。 最终达到了使用过程中加工更加方便,同时在深孔加工的时候也节约了时间,提高深孔加工的效率。在投入使用之后可以增加整体使用的经济效益,值得推广使用。
[1]秦康生,张志高,朱桂云,范天月,程立明,王文.浅谈在高校金工实习中对一种金属大口径深孔加工工艺的改进[J].科教文汇(中旬刊),2017(09):184-186.
[2]陈志成.椭圆齿轮流量计零件深孔加工的改进[J].中国新技术新产品,2017(04):44-45.
[3]杨营营.浅谈深孔加工技术[J].职业,2014(32):157.
[4]姜丽丽.转轴深孔加工工艺研究[J].防爆电机,2013,48(02):39-41.
[5]邹峰,王磊,陈国华,谢少锋.不锈钢零件精密深孔数控车加工[J].金属加工(冷加工),2010(06):31-33.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



