河钢邯钢冷轧厂 河北省邯郸市 056003
摘要:近年来,随着合金化镀锌钢板在汽车和家电领域的广泛应用,人们对其质量越来越重视。基于此,本文详细探讨了基板表面锈蚀对合金化热镀锌镀层的影响。
关键词:基板锈蚀;合金化热镀锌;影响
一、合金化热镀锌钢板(GA板)
合金化热镀锌板(GA板)是将出锌锅后的GI板经气刀吹扫后送入450~550℃的合金化退火炉中进行扩散退火处理,得到Fe含量为7~15%的Zn-Fe合金镀层的过程。因合金化热镀锌钢板镀层由Zn-Fe合金组成,所以其镀层具有优良的耐蚀性、涂装性、焊接性及较高的表面强度,成为近年来发展最快的钢材品种之一。
1、耐蚀性。经扩散退火处理后的Zn-Fe合金镀层,在其表面形成一层较厚且致密不溶解于水的非活性氧化膜,能有效阻止镀层表面氧化的进一步进行,提高镀层耐蚀性。镀锌钢板在大气中以电化学方式腐蚀,Zn-Fe合金镀层电极电位介于铁与纯锌层间,因此,合金化处理后的Zn-Fe合金镀层耐蚀性要比纯锌镀层好。
2、涂漆性。合金化热镀锌板被用作外板和一些覆盖件时,镀层表面经常要进行涂漆处理,因此,镀层的涂装性能是合金化热镀锌板的重要性能指标之一。
镀层涂漆性能受镀层表面状态影响。GA板镀层表面由不同Fe含量的Zn-Fe合金组成,晶粒组织的大小和形貌对镀层表面状态有很大影响。有研究发现,合金化热镀锌钢板表面粗糙度对镀层的涂装性、涂装后的反光性、象清晰度和鲜映性,以及镀层的冲压成型性等有着很大影响。表面粗糙度越大,漆膜附着力越强。
3、焊接性。合金化热镀锌钢板在拼接中要大量焊接,其焊接性直接影响焊接电极使用寿命,焊接性是镀锌钢板的一个重要性能。
合金化镀层板在拼装焊接时,镀层中的Zn-Fe合金相可有效抑制金属Zn与电极间的反应,从而提高电极使用寿命。焊接中,焊接电极的尖端会形成一个凸起,既避免在镀层表面产生空洞,又能使电极维持较高焊接电流密度,提高电极寿命。
二、试验材料及方法
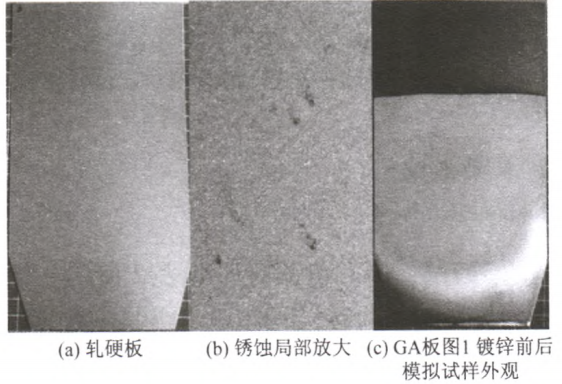
试验所用的NbTi-IF钢基板成分为:wC≤0.003%、wSi≤0.030%、wMn为0.100~0.200%、wP≤0.012%、wS≤0.010%、wNb≤0.016%、wTi≤0.025%。模拟试样外观如图1(a)所示,尺寸为220mm*120mm,厚度0.8mm。在热镀锌模拟试验前,将试样脱脂、冲洗并吹干处理,在室内放置一周后试样表面出现轻微的局部锈蚀现象,锈蚀局部放大后如图1(b)所示。图1(c)为合金化热镀锌完成后的试样外观,其中镀锌面积为150mm*120mm,试样上部70mm*120mm的面积为退火后的基板表面。
图1 镀锌前后模拟试样外观
使用上述局部锈蚀试样,在第四代IWATANI热镀锌模拟器(HDPS)上进行热镀锌模拟试验。热镀锌模拟器由冷却室、红外加热炉、感应加热器、气刀、锌锅等部分组成,模拟试样由丝杆带动,可沿竖直方向在各部分间高速移动,具备连续退火、纯锌热镀锌、合金化热镀锌功能。具体过程及相关参数为:
①退火。试样在红外加热炉内以5K/s的升温速率加热至800℃,并保温100s,退火气氛为N2+5%H2,露点为-30℃。
②冷却。退火后钢板在冷却室内由N2+H2的混合气体冷却至试样入锌锅温度470℃。
③镀锌。试样高速浸入锌锅,并在锌锅内保持3s完成热镀锌,锌锅温度为465℃,锌锅Al含量为0.125%。
④镀层厚度控制。试样出锌锅后经气刀,获得约10µm的镀层厚度。
⑤调节感应加热器的功率及试样经过感应加热器的速度,使试样经过感应加热器后温度达到480℃,并进入红外加热炉,在480℃保温20s,最后冷却至室温,获得Fe含量约10%的GA镀层。
用数码相机记录试样镀锌前后相同位置外观。分别在锈蚀轧硬板、连退后钢板、GA钢板表面取样,在带能谱(EDS)的S4200扫描电镜(SEM)下观察退火前及还原退火后锈蚀位置形貌,观察锈蚀位置镀层表面形貌,使用添加缓蚀剂的盐酸将锌层溶掉后观察基板表面形貌,并与正常位置对比;在DM6000光学显微镜下观察锈蚀位置镀层截面金相,并与正常位置对比。
三、试验结果与讨论
1、基板表面的锈蚀及其还原后的形貌。分析结果显示,锈蚀位置Fe元素和O元素的原子比接近2:3,判断锈蚀产物为Fe203。
经还原退火后,锈蚀位置的Fe203被还原成Fe,局部放大后,可见锈蚀还原产物的晶界,其平均晶粒尺寸约为0.7µm,最小可达0.2µm,最大不超过2µm。正常位置结晶后的平均晶粒尺寸约17µm,最小及最大晶粒尺寸分别约8µm和40µm。相比之下,锈蚀还原产物的晶粒尺寸不到基板再结晶晶粒尺寸的5%。
2、GA镀层及溶锌后的基板形貌。在轧硬板锈蚀较为集中的位置,合金化热镀锌镀层表面可见明显白色,表明基板表面轻微锈蚀对GA镀层外观有显著影响。
锈蚀、正常位置的镀层均以 相为主,但形貌上有所不同,前者镀层表面平且光滑, 相轮廓不清晰,后者的 相轮廓清晰,且彼此间空隙较多。锈蚀位置镀层平均铁含量为10.7%,比正常位置镀层平均铁含量略高,这说明锈蚀位置的镀层合金化程度较高。另外,两个位置的镀层厚度也存在差异,锈蚀位置镀层略厚,约12µm,局部最厚位置可达15µm,而正常位置镀层厚度均匀,约10µm。
相为主,但形貌上有所不同,前者镀层表面平且光滑, 相轮廓不清晰,后者的 相轮廓清晰,且彼此间空隙较多。锈蚀位置镀层平均铁含量为10.7%,比正常位置镀层平均铁含量略高,这说明锈蚀位置的镀层合金化程度较高。另外,两个位置的镀层厚度也存在差异,锈蚀位置镀层略厚,约12µm,局部最厚位置可达15µm,而正常位置镀层厚度均匀,约10µm。
此外,在锈蚀位置已观察不到锈蚀的还原产物,仅在局部可观察到一些小颗粒。同时,这些颗粒的O含量高,应为还原退火时未被充分还原的Fe203,这些Fe203颗粒在镀层合金化过程中并未完全消耗掉。另外,锈蚀位置溶锌后的基板表面特征与正常位置基本相同,均为锌铁扩散后留下的比较均匀的界面特征。
3、讨论。以上结果表明,基板表面轻微局部锈蚀会对GA镀层产生明显影响,主要表现为锈蚀位置的GA镀层比周围镀层白,在镀层表面表现为白色斑迹缺陷。与正常位置相比,锈蚀位置镀层主要具有以下特征:Fe含量略高、镀层略厚、镀层表面较平。正是由于镀层表面比周围平,所以反射光线的能力较强,从而使锈蚀位置的镀层看起来比周围镀层白。
需注意的是,若不是锈蚀位置溶掉锌层后的基板表面残留一些Fe203颗粒,很难发现基板表面差异。当出现这一类斑迹缺陷时,微观分析往往较难从溶锌后的基板表面上找到缺陷成因。若锈蚀较严重,锈蚀还原产物厚度较大时,到锌铁扩散结束可能还会有部分锈蚀的还原产物残留,此时也可判断缺陷成因。
这种基板表面锈蚀引起的白色斑迹缺陷主要是对GA镀层的外观有影响,对镀层结合力基本无影响。当这种外观差异较明显时,对表面质量要求苛刻的用户而言是一种不能接受的外观缺陷。是否对其它方面有影响,还取决于基板表面锈蚀的严重程度,只有当基板表面锈蚀轻微时,形成的斑迹缺陷才不会影响冲压和涂装,若锈蚀较严重,形成的明显斑迹缺陷会影响涂装效果。因此,在GA镀层生产时,需避免基板表面出现锈蚀,可选择合适的轧制乳化液、对轧硬板进行必要的包装、缩短轧硬板在库时间、控制环境湿度等。在热镀锌机组上,加强入口段的清洗能力,使用磨粒刷辊等也能减轻基板表面锈蚀对GA镀层的影响。
参考文献:
[1]顾明元.影响合金化热镀锌钢板成形性的因素[J].钢铁研究学报,2015(03).
[2]陈光南.塑性变形导致的镀锌板基体表面粗糙化现象[J].塑性工程学报,2015(06).

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



