摘要:随着我国工业化的快速发展,工业固废日益增多,严重威胁着生态环境。以大宗工业固废矿渣、铁尾矿、脱硫石膏为主要研究对象,传统硅酸盐熟料为胶凝活性激发剂,通过对不同固废及水泥熟料的新型充填材料进行试验研究,并制备出符合应用要求的充填胶凝材料,得出以下结论:利用水泥熟料、矿渣、铁尾矿等固废材料制备了一种流动性好、力学强度高,可以满足工程应用的充填材料;通过传统试验方法,借助正交试验工具探究了各因素对充填材料特性的效果影响主次关系;以正交试验结果为科学依据,实际最优配比理想范围设定为水泥熟料15-20%、矿渣20-30%、铁尾矿50-75%、水灰比1.3-1.6。
关键词:工业固废;充填材料;工作性能;最优配比
Experimental Study on Preparation and Properties of Iron Tailings-based Filling Material
Li Qiuying1, Liu Jian2, Pan Hong2, Wang Yuhong2
( 1 Shandong Institute for Product Quality Inspection, Jinan Shandong Province, 250102; 2 Jinan technical college, Jinan, Shandong Province, 250115 )
Abstract: With the vigorous development of industrialization, industrial solid wastes are increasing, seriously threatening the ecological environment. In this paper, the industrial solid waste slag, iron tailings and desulfurized gypsum are taken as the main research objects, and the traditional silicate clinker is used as the activator. Through the experimental study of new filling materials with different solid wastes and cement clinker, the filling cementitious materials meeting the application requirements are prepared, and the following conclusions are drawn: A filling material with good fluidity and high mechanical strength is prepared by using solid waste materials such as cement clinker, slag and iron tailings, which can meet the engineering application; Through the traditional test method and the orthogonal test tool, the primary and secondary relationship between the effects of various factors on the characteristics of filling materials is explored Based on the orthogonal test results, the ideal range of the actual optimal ratio is set as cement clinker 15-20%, slag 20-30%, iron tailings 50-75% and water cement ratio 1.3-1.6.
Keywords: Industrial solid waste; Filling material; Work performance; Optimum ratio
前言
我国工业及城市固废量大、面广、害多,城市污泥、灰渣、赤泥、脱硫石膏、煤矸石、尾矿等年排放达几千万甚至数亿吨,受处置成本、自身价值、产业模式等多因素限制,综合利用没有根本突破,堆积日增,环境社会压力巨大。山东作为工业和资源消耗大省,每年产生大量的工业固体废弃物和建筑垃圾等,对环境和生态造成了巨大的危害[
1, 2],同时也蕴含了巨大的固废资源化利用市场潜力。利用固废制备绿色建材,不但可以代替水泥材料应用于基础交通建设领域,还可以提高固废的资源化利用率,减轻相关企业负担,减少环境污染,具有显著的经济效益和社会效益[3]。
我国铁尾矿排放量大,但利用率低,给环境带来了严重危害[4, 5]。根据《中国环境统计年鉴-2013》统计,我国黑色金属矿采选业2013年的工业固体废物产生量为70601.5t,其综合利用率仅为22.1%,而铁尾矿综合利用率只有7%[6]。随着我国现阶段的经济的迅速发展,社会各界对于铁尾矿的资源综合利用这一问题越来越重视。铁尾矿的资源利用主要包括:(1)尾矿再选;(2)生产建筑材料和生产原料;(3)用作肥料或土壤改良剂;(4)作为矿山采空区充填材料。
近年来由于资源的过度开采,采空区的回填问题变得越来越棘手,采空区回填质量与资源快速开采之间的矛盾越来越突出。影响采空区回填质量的因素可简要归纳为以下三点:首先,资源矿矿体多呈透镜状,似层状、扁豆状产出,形状因矿种不同而复杂多变;其次,矿井顶底板多数稳定性较好,但局部软岩、破碎岩体等不良地质体分布较广;最后,采矿区上部地表农田居多,沟渠穿插,雨季常会发生内涝,地表不允许塌陷和剧烈运动。
随着我国地下工程的高速发展,注浆技术被广泛应用于矿山塌陷区、采空区、断层破碎带等不良地质灾害治理工程中;目前常用的注浆材料多是普通硅酸盐水泥基浆液,虽然制备工艺、利用技术成熟,但材料成本高、生产能耗大,且具有浆液稳定性差、易析水离析、结石体干缩性大等缺点,急需寻求低成本高性能的替代材料,其中,对用于矿山采空区及塌陷区不良地质填充治理的注浆材料需求迫切。因此寻找到一种高效、经济的膨胀充填材料来代替现有的充填材料,用以来实现充填接顶,同时由于材料膨胀而减少水泥用量最终改善采矿效果降低成本。
因此,本文主要研究内容是利用铁尾矿等固废制备一种能满足工程需求的铁尾矿基充填材料,以满足矿山充填工程需要并解决工业固废带来的环境问题。
原材料与实验方法
实验原材料
铁尾矿,取自张马屯铁矿;矿粉,购自济南鲁新新型建材股份有限公司;脱硫石膏,购自信发集团; P.O.42.5普通硅酸盐水泥,购自山水水泥厂。
通过X射线荧光谱(XRF)分析,原材料的主要化学组成如表1所示。铁尾矿的化学成分主要为CaO、Fe2O3、SiO2,矿粉的化学成分主要为CaO、SiO2、Al2O3,水泥的化学成分主要为CaO、SiO2。
表1各物质XRF分析表
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | Ti |
铁尾矿 | 24.3 | 4.85 | 24.4 | 23.4 | 14.4 | 5.42 | 0.42 | 0.76 | 0.28 |
矿粉 | 20.5 | 12.1 | 0.55 | 57.2 | 5.05 | 1.68 | 0.36 | 0.58 | 1.06 |
水泥 | 19.5 | 5.84 | 4.42 | 61.7 | 4.38 | — | — | — | — |
通过扫描电镜(SEM)分析,铁尾矿、矿粉、水泥熟料和脱硫石膏样品表面的形貌特征如图1所示。从图中可以看出铁尾矿表面形貌呈针棒状结构,这些针状结构表面光滑,铁尾矿的表面孔隙率很大,质地较为疏松,因此它的胶凝性不好;由于铁尾矿的颗粒大小分布不均匀,铁尾矿的粒度大小各不相同,因此铁尾矿不利于水化反应。矿渣呈不规则的片状结构,这些片状结构表面不光滑,孔隙率较大,质地非常疏松,胶凝性良好。水泥熟料呈不规则的块状结构,块状结构上面覆盖多层片状结构,这些片状结构表面棱角分明,边缘凹凸不平,质地非常疏松。脱硫石膏呈不规则的椭圆状和棱状六面体结构,这些椭圆状及棱状结构表面棱角分明,大小相对均一,纯度较高,视野中无明显杂质。
(a)铁尾矿 (b)矿粉
(c)水泥熟料 (d)脱硫石膏
图1 原材料表面SEM图
实验方法
选用P.O.42.5普通硅酸盐水泥、矿粉、铁尾矿为主要原料,矿渣掺量为10-35%,水泥掺量为5%-45%,脱硫石膏掺量为水泥质量的3%,水灰比设计为0.7-1.9。本文通过正交实验设计,具体因素和水平如表2所示。查阅正交设计表,选用正交表L25(56),建立的试验方案如表3所示。
表2 各材料质量比及水灰比
| A熟料掺量 | B矿渣掺量 | C水灰比 |
1 | 5% | 10% | 0.7 |
2 | 15% | 15% | 1.0 |
3 | 25% | 20% | 1.3 |
4 | 35% | 25% | 1.6 |
5 | 45% | 30% | 1.9 |
表3 正交试验表
所在列 | A | B | C |
因素 | 熟料掺量 / % | 矿渣掺量 / % | 水灰比 |
实验1 | 5 | 10 | 0.7 |
实验2 | 5 | 15 | 1 |
实验3 | 5 | 20 | 1.3 |
实验4 | 5 | 25 | 1.6 |
实验5 | 5 | 30 | 1.9 |
实验6 | 15 | 10 | 1 |
实验7 | 15 | 15 | 1.3 |
实验8 | 15 | 20 | 1.6 |
实验9 | 15 | 25 | 1.9 |
实验10 | 15 | 30 | 0.7 |
实验11 | 25 | 10 | 1.3 |
实验12 | 25 | 15 | 1.6 |
实验13 | 25 | 20 | 1.9 |
实验14 | 25 | 25 | 0.7 |
实验15 | 25 | 30 | 1 |
实验16 | 35 | 10 | 1.6 |
实验17 | 35 | 15 | 1.9 |
实验18 | 35 | 20 | 0.7 |
实验19 | 35 | 25 | 1 |
实验20 | 35 | 30 | 1.3 |
实验21 | 45 | 10 | 1.9 |
实验22 | 45 | 15 | 0.7 |
实验23 | 45 | 20 | 1 |
实验24 | 45 | 25 | 1.3 |
实验25 | 45 | 30 | 1.6 |
流动度测试按照标准 GB/T 8077—2012 《混凝土外加剂均质性试验方法》[7]进行。结石率按照脱模以后的试块体积/模具体积(40×40×160 mm)计算。泌水率测试用1000 ml的玻璃量筒,间隔2 min读取一次上部清水与下部沉淀液之间的高度差,直到高度差稳定为止。抗压强度测试借鉴GB/T17671-1999《水泥胶砂强度检验方法》,抗压强度测试使用泰安路达公路仪器有限公司的CDT1305-2型微机控制电子压力试验机进行。
结果与讨论
2.1流动度的影响规律
流动度,又称扩展度,它的单位通常是用mm 或者 cm 表示。实验室中,对于水泥净浆流动度的测量结果一般在5~35 cm范围内。因为本实验所做浆液中不仅含有水泥,还有尾矿、矿渣等其他物质,而且还有水灰比这一变量,因此本实验的流动度变化幅度较大。
通过正交试验进行流动度分析,各因素影响效果如表4。通过分析可得,本实验各因素对铁尾矿基充填材料的流动度这一特性效果影响的主次为C(水灰比)> A(水泥熟料)> B(矿粉含量);试验中A、B、C的最优水平分别为A1、B5、C5,即理论最优组合为水泥熟料5%、矿渣30%、铁尾矿65%、水灰比1.9,上述配比充填材料具有较优的流动性能。
表4 铁尾矿基充填材料流动度正交试验结果
所在列 | A | B | C |
因素 | 熟料掺量 | 矿渣掺量 | 水灰比 |
均值1 | 40.300 | 37.240 | 31.980 |
均值2 | 39.540 | 38.060 | 33.640 |
均值3 | 38.160 | 38.540 | 35.640 |
均值4 | 37.340 | 38.160 | 42.880 |
均值5 | 35.500 | 38.840 | 46.700 |
极差 | 4.800 | 1.600 | 14.720 |
主次顺序 | C>A>B | ||
最优水平 | A1 | B5 | C5 |
最优组合 | A1B5C5 | ||
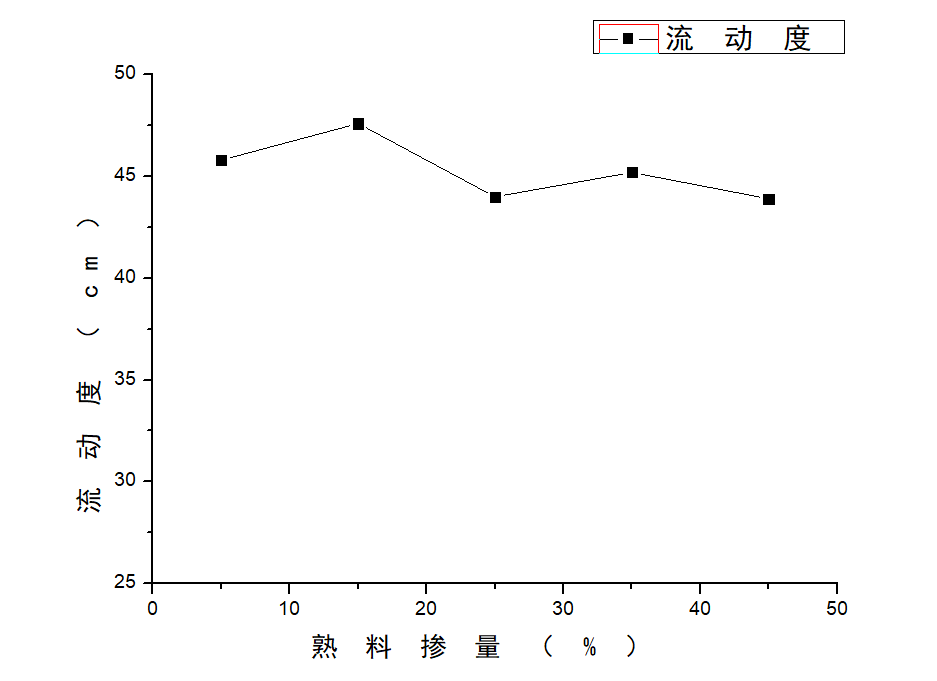
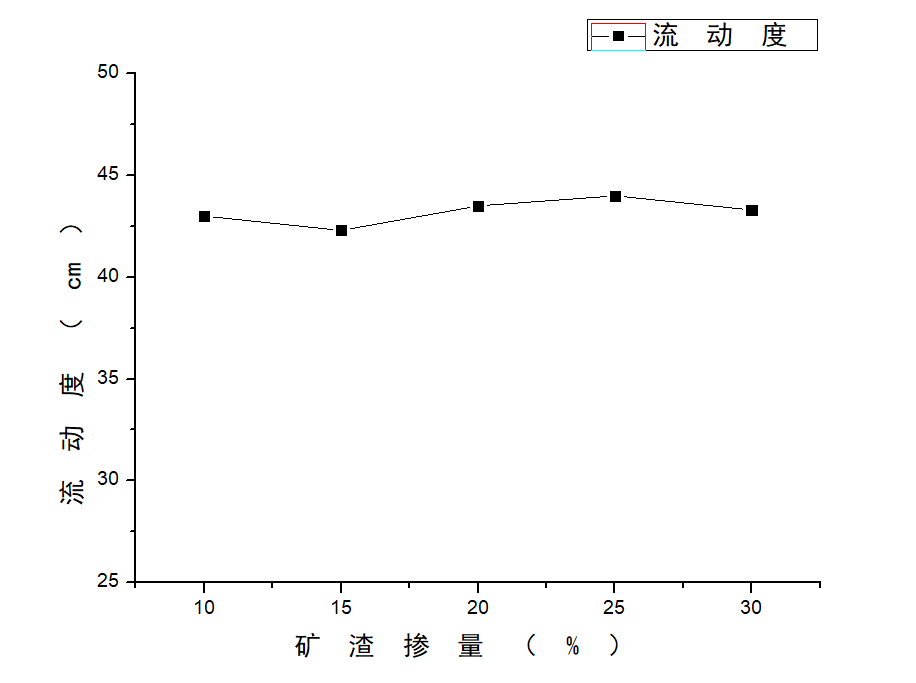
由图2可知,随着水泥熟料掺量的增加,胶凝材料的流动度大致在42~47 cm的范围之间波动;随着矿渣掺量的变化,流动度大致在40~45 cm的范围之间波动。因此,随着水泥熟料和矿渣掺量的增加,浆液流动度的上下波动范围为5 cm。这是因为水泥熟料与矿渣在遇水后,各掺料的水化过程较为缓慢,生成的水化胶凝产物较少,对浆液流动性能影响不大。因此可得,熟料和矿渣的掺量对于胶凝材料流动度的影响较小。
(a) (b)
图2 流动度与熟料和矿粉掺量的量化关系曲线
从图3可以得出,水灰比从0.7增大到1.9的过程,流动度也逐渐由34 cm增大到48 cm,增大了14 cm,水灰比与流动度呈正相关。这是因为随着水灰比的增大,浆液水化过程中结合的自由水相对较少,大量自由水与浆液混合,大大增加浆液的流动性能,因此浆液在宏观上表现出随着水灰比的增加,浆液流动性能越好。水灰比是流动度大小的主要因素,水灰比越大,流动度越大。
图3 流动度与水灰比的量化关系曲线(水泥熟料5%、矿粉30%、铁尾矿65%)
2.2 结石率的影响规律
结石率是指浆液析水后凝结形成的结石体的体积与浆液体积之比。本试验各因素对铁尾矿基充填材料结石率的效果影响如表5所示。由表可知,结石率影响效果的主次为C(水灰比)> A(水泥熟料)> B(矿粉含量);试验中A、B、C的最优水平分别为A5、B5、C1,即理论最优组合为水泥熟料45%、矿渣30%、铁尾矿25%、水灰比0.7,上述组合充填材料具有最优的结石率。
表5 铁尾矿基充填材料结石率正交试验结果
所在列 | A | B | C |
因素 | 熟料掺量 | 矿粉掺量 | 水灰比 |
均值1 | 75.200 | 78.420 | 98.580 |
均值2 | 76.980 | 77.740 | 86.420 |
均值3 | 78.320 | 77.280 | 77.100 |
均值4 | 79.320 | 77.620 | 69.140 |
均值5 | 80.220 | 78.980 | 58.800 |
极差 | 5.020 | 1.700 | 39.780 |
主次顺序 | C>A>B | ||
最优水平 | A5 | B5 | C1 |
最优组合 | A5B5C1 | ||
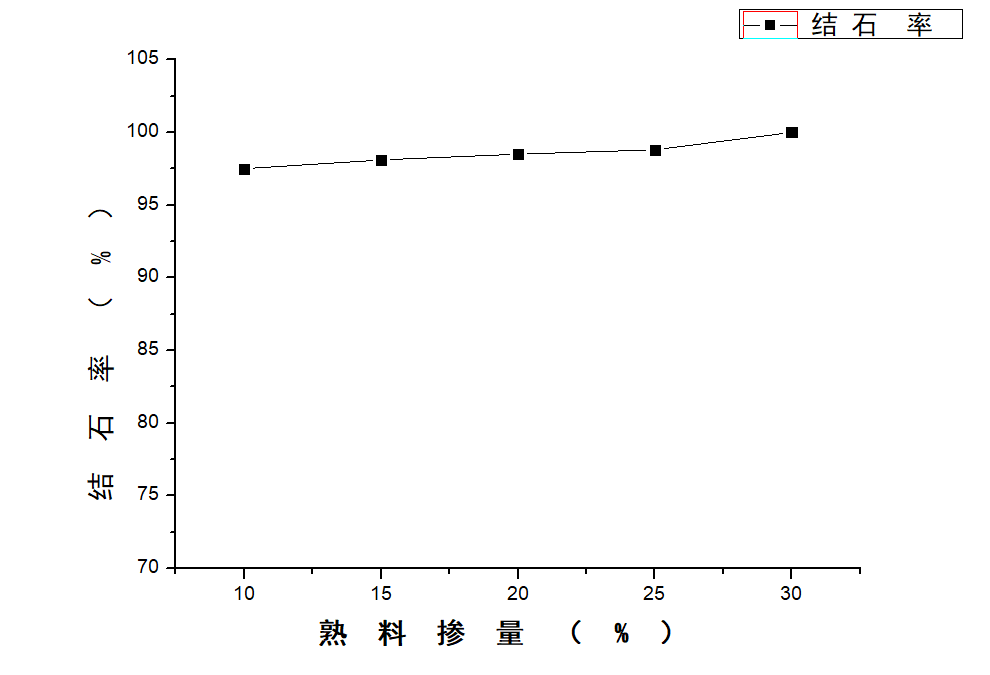
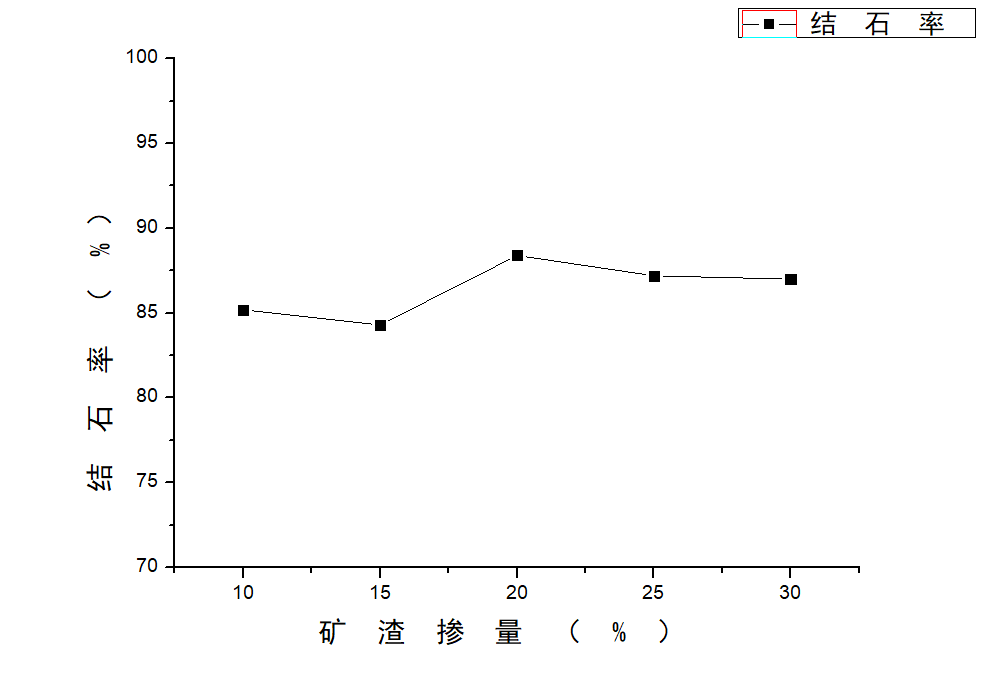
铁尾矿基充填材料结石率与水泥熟料的量化关系如图4(a)所示。随着水泥熟料的掺量由5%逐渐增大到45%,结石率也逐渐增大,由92%逐渐增大到100%,增大了8%,这说明水泥熟料在低掺量时,该胶凝材料具有较好的结石率,且随着水泥熟料的增加,固结体结石率的增幅不明显。这可能是因为在水泥熟料在低掺量时随着掺量的增加,铁尾矿基充填材料产生更多的水化产物,结石率较高;当掺量过高时,结石率增长速率缓慢,这可能是因为水化固结体在一段时间内产生的体积干缩造成的。由图3(b)可以看出,在水泥熟料45%、水灰比0.7的情况下,随着矿渣所占比例由10%逐渐增大到30%的过程中,材料的结石率呈现一个上升的趋势。这归因于矿渣与水泥水化产物氢氧化钙进行二次水化反应,大大增强了浆液的胶凝活性,生成大量水化产物,整体上促进浆液的深层固结。
(a) (b)
图4 结石率与熟料和矿粉掺量的量化关系曲线
由图5可以看出,在水泥熟料和矿渣含量一定的情况下,随着水灰比从0.7增大到1.9的过程中,材料的结石率从100%下降到43%,下降了57%,下降趋势十分明显且下降速率较大。原因分析如下,普通硅酸盐水泥完全水化所需水量约为水泥质量的20%~24%,且生成一定体积的水化固结体;而随着水灰比的增加,固结体的结石率大幅降低。
图5 结石率与水灰比的量化关系(水泥熟料45%、矿渣30%、铁尾矿25%)
2.3 泌水率的影响规律
浆液的泌水率是指在静止状态下,由于浆液颗粒的沉淀作用而析出水的比率。泌水率反映的是浆液的稳定性。如表6所示,本试验各因素对充填材料的泌水率的效果影响的主次为C(水灰比) > A(水泥熟料) > B(矿渣含量);试验中A、B、C的最优水平分别为A1、B3、C5,此时泌水率最大,但是实际工程中,泌水率对填充材料的效果起到反作用,因此在实际工程中我们需要泌水率越小越好,因此理论最优组合为水泥熟料45%、矿渣30%、铁尾矿25%、水灰比0.7,上述组合充填材料具有最优的泌水率。
表6 铁尾矿基充填材料泌水率正交试验结果
所在列 | A | B | C |
因素 | 熟料掺量 | 矿粉掺量 | 水灰比 |
均值1 | 32.328 | 25.908 | 6.428 |
均值2 | 30.660 | 28.180 | 15.300 |
均值3 | 28.300 | 29.100 | 26.350 |
均值4 | 25.620 | 28.050 | 40.400 |
均值5 | 20.010 | 25.680 | 48.440 |
极差 | 12.318 | 3.420 | 42.012 |
主次顺序 | C>A>B | ||
最优水平 | A1 | B3 | C5 |
最优组合 | A1B3C5 | ||
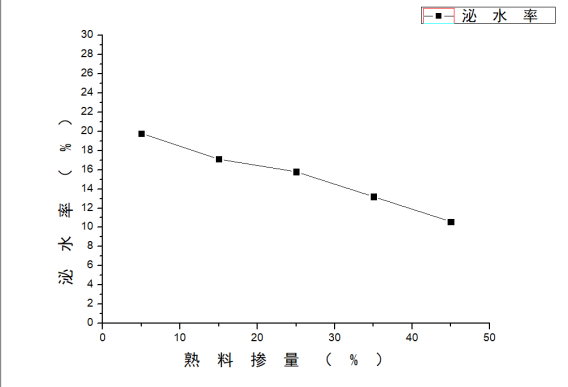
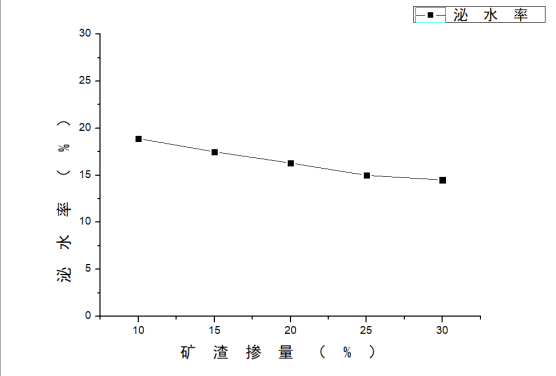
由图6(a)可以看出,随着熟料掺量由5%逐渐增大到45%的过程中,泌水率从19.8%逐渐降低为10%,降低了9.8%,因此,熟料掺量的增大对泌水率具有减小作用。由图6(b)可以看出,在水泥熟料50%、水灰比1.0的情况下,随着矿渣所占比例的增大,材料的泌水率稍有降低,但是降低幅度非常小,仅下降了5%,因此矿渣对泌水率的影响很小。
(a) (b)
图6 泌水率与熟料和矿粉掺量的量化关系曲线
由图7可以看出,在水泥熟料和矿渣含量一定的情况下,随着水灰比从0.7增大到1.9的过程中,材料的泌水率随之从8%逐渐增大到63%,增大了55%,水灰比对于泌水率的影响明显。这说明水灰比是影响泌水率的主要因素。
图7 泌水率与水灰比的量化关系曲线
2.4 抗压强度的影响规律
根据表7分析可得,本试验各因素对充填材料的7d抗压强度特性的效果影响的主次为A(水泥熟料) > C(水灰比)> B(矿渣含量);试验中A、B、C的最优水平分别为A5、B4、C1,即理论最优组合为水泥熟料45%、矿渣25%、铁尾矿30%、水灰比0.7,上述组合充填材料具有最优的7 d抗压强度。
同理,对14 d样品的抗压强度进行正交试验,其结论与表7相吻合,即试验各因素对对充填材料的14 d抗压强度特性的效果影响的主次为A(水泥熟料) > C(水灰比)> B(矿渣含量);试验中A、B、C的最优水平分别为A5、B4、C1,即理论最优组合为水泥熟料45%、矿渣25%、铁尾矿30%、水灰比0.7。
表7 铁尾矿基充填材料抗压强度正交试验结果
所在列 | A | B | C |
因素 | 熟料掺量 | 矿粉掺量 | 水灰比 |
均值1 | 1.022 | 2.056 | 3.400 |
均值2 | 1.452 | 2.134 | 2.586 |
均值3 | 2.850 | 2.372 | 1.983 |
均值4 | 2.472 | 2.495 | 1.702 |
均值5 | 3.299 | 2.038 | 1.424 |
极差 | 2.277 | 0.457 | 1.976 |
主次顺序 | A>C>B | ||
最优水平 | A5 | B4 | C1 |
最优组合 | A5B4C1 | ||
由图8(a)可以看出,7 d和14 d的曲线中,在矿渣含量为25%、水灰比0.7的情况下,随着水泥熟料所占比例的增大,材料的抗压强度也随之增大;水泥熟料掺量增大40%的情况下,抗压强度增大了3 MPa,增大十分明显;在水泥熟料掺量为5%-25%之间的时候,抗压强度的增长速度最快。这是因为随着水泥熟料掺量的增加,浆液水化产物不断增加,这在一定程度上增加了材料颗粒之间的密实程度,造成高掺量下试样强度增速大的现象。由图8(b)可以看出,在水泥熟料45%、水灰比0.7的情况下,随着矿渣所占比例的增大,材料的抗压强度也随之增大;矿渣掺量从10%增大到30%的过程中,在矿渣掺量为20%-30%的时候,抗压强度的增长速度最快,这归因于,在该段矿渣掺量下,矿渣能与浆液中的氢氧化钙发生二次水化,增加了浆液的胶凝材料。
图8 抗压强度与熟料和矿粉掺量的量化关系曲线
由图9可以看出,在水泥熟料和矿渣含量一定的情况下,随着水灰比增大,材料的抗压强度随之减小,7 d时水灰比从0.7增大到1.9的过程中,抗压强度降低了0.8 MPa;而到了14 d时,抗压强度下降幅度较平稳。
图9 抗压强度与水灰比的量化关系曲线
本研究目的为大量消耗目前堆存的大宗工业固体废弃物,实现其大宗量资源化利用,减少固废露天堆积而产生的环境、生态、经济等问题,减少黏土、石灰石等资源矿产的过渡开采;同时从胶凝充填材料特性出发,制备具有高泵送性且凝固后具有一定抗压强度的胶凝充填材料,因此,以正交试验表数据为依据,大宗工业固废利用为导向,实际最优配比范围暂定为水泥熟料15%-20%、矿渣20%-30%、铁尾矿40%-55%、水灰比1.3-1.6。
结论
本文以大宗工业固废矿渣、铁尾矿、脱硫石膏为主要研究对象,以传统硅酸盐熟料为胶凝活性驱动剂,对不同固废及水泥熟料的新型充填材料进行了室内试验研究,并制备出符合应用要求的充填胶凝材料,得出以下结论:
(1)试验所用矿渣含有较高的CaO 、SiO2、 Al2O3等化学组分,铁尾矿含有较高的CaO 、SiO2、 Fe2O3等化学组分,上述两种固废微观均呈现出不规则的片状结构,颗粒大小不均匀,且粒度大小不一,不利于水化反应。
(2)通过传统试验方法,借助正交试验工具探究了各因素对充填材料特性的效果影响主次关系,其中对流动特性的效果主次为:C(水灰比) > A(熟料掺量) > B(矿渣掺量),即理论最优组合为水泥熟料5%、矿渣30%、铁尾矿65%、水灰比1.9。
(3)对结石率的效果影响的主次 C(水灰比)> A(水泥熟料)> B(矿渣含量);即理论最优组合为水泥熟料45%、矿渣30%、铁尾矿25%、水灰比0.7。对泌水率的效果影响的主次C(水灰比) > A(水泥熟料) > B(矿渣含量);理论最优组合为水泥熟料45%、矿渣30%、铁尾矿25%、水灰比0.7。对抗压强度特性的效果影响的主次A(水泥熟料) > C(水灰比)> B(矿渣含量);即理论最优组合为水泥熟料45%、矿渣25%、铁尾矿30%、水灰比0.7。
(4)以正交试验结果为科学依据,充填材料自身特性为选择导向,大宗工业固废资源化利用为目标,实际最优配比理想范围设定为水泥熟料15-20%、矿渣20-30%、铁尾矿50-65%、水灰比1.3-1.6。
参考文献:
[1] Li C, Sun H, Bai J, et al. Innovative methodology for comprehensive utilization of iron ore tailings Part 1. The recovery of iron from iron ore tailings using magnetic separation after magnetizing roasting[J]. Journal of Hazardous Materials, 2010, 174: 71-77.
[2] 高树军, 吴其胜, 张少明. 机械力化学方法活化矿渣研究[J]. 南京工业大学学报, 2010, 7.
Gao Shujun, Wu Qisheng, Zhang Shaoming. Study on mechano-chemical activity of the slag treated by high-energy ball milling. Journal of Nanjing Tech University, 2010, 7.
[3] Das B, Reddy PSR, Misra VN. Recovery of iron values from tailing dumps adopting hydrocyclone and magnetic separation techniques[J]. Australasian Institute of Mining and Metallurgy Publication Series, 2002(2): 285-289.
[4] 龙小柱, 李海洋, 龙钰, 等. AE-MAA-AM型聚羧酸类减水剂的合成及性能研究[J]. 硅酸盐通报, 2015, 34(03): 659-663.
Li Xiaozhu, Li Haiyang, Long Yu, et al. Synthesis and Properties of AE-MAA-AM Poly Carboxylic Acid Water Reducing Agent. Bulletin of the Chinese Ceramic Society, 2015, 34(03): 659-663.
[5] 王文平, 苏亚林, 李若兰. 功能型聚羧酸减水剂的制备与性能[J]. 弹性体, 2019, 29(05): 21-25.
Wang Wenping, Su Yalin, Li Ruolan. Preparation and properties of functional polycarboxylate superplasticizer. China Elastomerics, 2019, 29(05): 21-25.
[6] 中国环境统计年鉴—2013
[7] GB/T 8077—2012 混凝土外加剂均质性试验方法[S]. 北京: 中国标准出版社, 2012.
1作者简介:李秋英、女、硕士、

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



 水平 因素
水平 因素