摘要:本文主要阐述了对壬基酚装置生产过程中产生的含苯酚废水进行回收再利用的研究,通过加入了共沸溶剂避免了苯酚与水直接形成共沸,提出了相应的解决方案与对策。
关键词:壬基酚;苯酚;回收技术;废水
引 言
壬基酚生产过程中的废水由于含有大量的苯酚,不但会造成大量的苯酚损耗,而且由于废水中的苯酚会使污水处理生化系统中的细菌中毒。含酚废水处理方法主要有:溶剂萃取法、吸附法、膜分离法、化学氧化法、光催化氧化法、电催化氧化法、活性污泥法、生物膜法等[1]。本研究旨在通过共沸的方法,对废水中的苯酚进行回收,减少生产中的苯酚损耗和把污水中的苯酚含量大幅度降低,有着重要的指导意义。
1 壬基酚生产过程中的废水产生的基本过程
壬基酚生产过程中由于原料苯酚中含有一定量的水份,在原料蒸馏脱水过程中因苯酚和水形成了共沸物[2],使得在蒸馏脱水过程中大量的苯酚和水一起从塔顶蒸出,导致废水中含有大量的苯酚,不但增加了苯酚的损耗还容易造成环境污染。
2 废水中苯酚回收的基本原理
利用苯酚、水、异构十二烷烃三组份共沸和容易分相的原理,利用三组分共沸点和共沸组成的差异[3],再结合三组份相对溶解度和密度的不同性质,使各物料在系统中进行分离。
3 废水中苯酚回收的工艺流程简述
废水(水含量约30.8%,苯酚含量69.2%)自废水泵送来,经加蒸汽加热到110-126℃后进入常压共沸脱水塔,废水中的水与苯酚会一起共沸向塔顶蒸发,在塔内上升时与塔顶回流的异构十二烷相遇进行传质传热,使塔顶温度控制在95-98℃。由于水与异构十二烷更容易形成共沸物,因此在此温度下水与异构十二烷先从塔顶蒸馏出,苯酚由于难以形成共沸物而无法蒸出,使得苯酚只能从塔底馏出回收。从塔顶蒸出的水与异构十二烷共沸物经过冷凝后流入分层罐,由于水与异构十二烷不相溶,且异构十二烷的密度比水小。因此异构十二烷与水会在分层罐内会分成上下两层(上层为异构十二烷,下层为水)。上层的异构十二烷不采出,直接作共沸剂从塔顶进行回流塔内,下层的水则直接采出送去废水站处理。
4 废水中苯酚回收的工艺流程简图
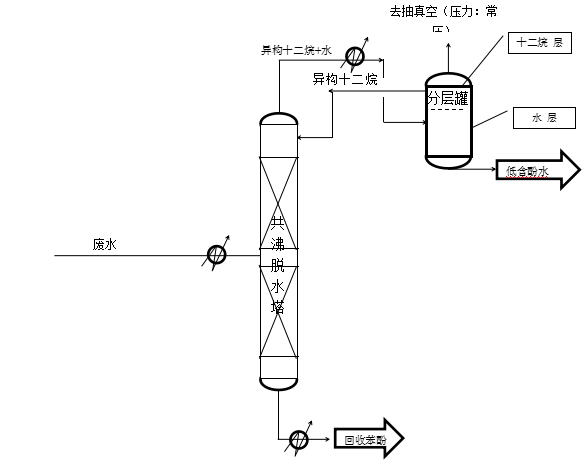
图1 废水中的苯酚回收工艺流程简图
5 操作温度对各馏出口产品质量的影响
为了能够找出最佳的操作条件,通过调整了塔顶温度和塔底温度参数,分别对分层罐底层废水的苯酚含量和共沸脱水塔底苯酚的水份组成数据进行了对比,具体组成见表1。
表1 不同操作条件下处理后的废水中苯酚含量和共沸脱水塔底苯酚含量情况
塔顶温度℃ | 塔底温度℃ | 塔顶废水中的苯酚含量%,wt | 塔底产品中的苯酚含量%,wt |
85-90 | 165-170 | 0.55 | 99.9 |
90-95 | 165-170 | 0.58 | 99.9 |
95-98 | 165-170 | 0.61 | 99.9 |
98-105 | 165-170 | 0.88 | 99.9 |
95-98 | 155-160 | 0.59 | 96.6 |
95-98 | 160-165 | 0.61 | 98.2 |
95-98 | 165-170 | 0.61 | 99.8 |
95-98 | 170-175 | 0.62 | 99.8 |
注:以上数据均为常压蒸馏状态下的操作参数
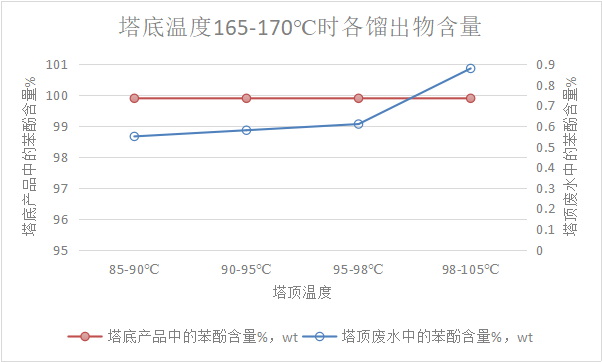
图2 塔底温度165-170℃时各馏出物含量
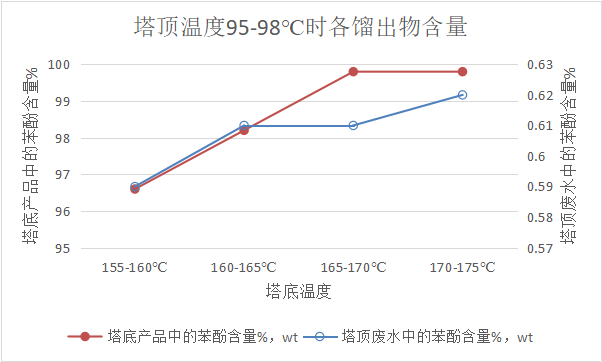
图3 塔顶温度95-98℃时各馏出物含量
由表1和图2可知,塔底温度控制165-170℃范围不变时,随着塔顶温度的变化,塔顶温度在85-98℃范围时,塔顶废水中的苯酚含量为0.55-0.61%之间,但当塔顶温度达到98-105℃范围时,塔顶废水中的苯酚含量跃升至0.88%。原因是随着塔顶温度的上升,苯酚也出现共沸,进而上升到塔顶,在分层罐中与水互溶,导致了塔顶废水中的苯酚含量偏高。
由表1和图3可知,塔顶温度控制在95-98℃范围不变时,随着塔底温度的变化,塔底温度在155-165℃范围时,塔底回收苯酚含量为96.6-98.2%之间,但当达到165-175℃范围时,塔底回收苯酚含量为99.8%。原因是随着塔底温度的上升,塔底中的异构十二烷和水沸腾的更彻底,使得塔底中的苯酚含量上升。
6 结束语
从上述原因分析可知,通过增加异十二烷共沸剂可以打破水与苯酚之间的共沸组成,通过实际的生产表明:在使用废水组成为:水含量约30.8%,苯酚含量69.2%的废水作为原料进塔蒸馏,在塔顶温度和塔底温度分别控制在95-98℃和165-170℃时各目标产品含量最理想。这一研究使得一直难以解决的含酚废水中的苯酚回收利用问题找到了新的解决方法,为日后含酚废水处理提供了一定的技术借鉴作用。
参考文献
[1]孙志斌,武巧仙.含酚废水处理方法及进展[J].精细与专用化学品,2012,8:49-53
[2]刘金海.苯酚-水混合物的共沸精馏分离[J].齐鲁石油化工,2005,11:271-272
[3]段振亚,王磊,苏海涛,李韶璞,张俊梅.高浓度含酚废水的变压精馏分离过程研究[J].化学工程,2016,4:31-35

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



