【摘 要】本文分析了目前小孔拉花键出现的端圆跳动和径向圆跳动散差较大的现象以及产生的原因,根据现场的加工情况,从这两个方向提出了经济高效的解决方法。
【关键词】小直径 内花键 跳动
1 引言
在日常的生产中,需要加工大量带渐开线花键内孔的齿轮零件,如齿座,齿圈。加工齿轮内花键,需要以已加工的外圆及端面为基准,定位拉削内花键齿。根据车间现有加工设备,分别为立式拉床和卧式拉床,立式拉床结构先进,加工过程稳定,比较容易保证内花键的精度要求。立式拉床在加工过程中,利用立拉夹头对拉刀夹持后,进行拉削加工,由于立式拉床配备的夹头最小尺寸为φ32,所以当花键内孔直径小于φ32时,无法在立拉上进行加工。卧式拉床夹头更换方便,调整简单,可兼容各种尺寸拉刀,满足小直径内孔花键加工要求,但是卧式拉床在拉削零件时,往往因被拉零件的自身质量和拉刀质量的共同重力作用下,使得拉刀的拉削力与被拉零件的中心线不重合,导致最终拉削的零件,在以其自身内花键为基准,检测零件端面及外圆的端圆跳动和径向圆跳动时,出现散差较大的现象,加工过程极不稳定,合格率不到50%。因此解决卧拉拉床加工小直径内孔花键精度,很具有实用和推广的意义。
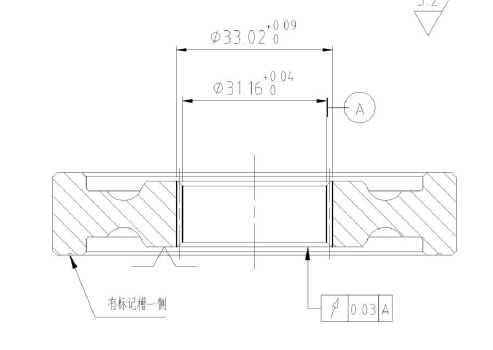
图1 小孔花键
2 渐开线花键制造难点及对策
根据现场花键加工过程,发现产生齿轮轴向圆跳动和径向圆跳动不好的两个主要影响因素是拉刀长度和工装夹具。
2.1.拉刀长度
拉内花键前,毛坯已经过粗车加工,内孔和端面是一刀加工,这时轴向圆跳动以内孔为基准在跳动仪上检测,均可到达0.01mm以内。但是经过卧式拉床拉削内花键后,轴向圆跳动和径向圆跳动精度降低,一般只能保证在0.10mm以内,也经常会出现跳动超过0.25mm,加工过程极不稳定。跳动过大导致了后续精车无法进行调整,加工。其根本原因是由于在拉刀拉削花键孔时,粗车零件与拉刀应保证相互垂直运动,当拉刀由于重力出现偏移变动,定位端面与拉刀无法保证垂直,所以拉刀长度决定了拉刀的偏移,进而影响轴向圆跳动和径向圆跳动精度。
2.1.1对比拉刀长度对轴向圆跳动的影响
齿升量(每齿的切削厚度)决定齿面加工质量,拉削力及拉削长度。齿升量越大,拉刀越短,拉刀由于重力出现偏移变动也就越小,但是齿升量过大,会造成切削力过大,卷削困难,齿面质量下降,严重时引起拉刀断裂。综合考虑几方面要求,齿升量、容屑槽和拉刀长度进行计算,确定用长度为90cm和110cm拉刀,分别进行试验。
现场通过对比试验,发现长度为90cm的拉刀加工出来零件跳动基本在0.18-0.25mm之间,长度为110cm的拉刀加工出来零件跳动基本在0.1-0.2mm之间,由试验结果可以判断,110cm的拉刀长度有利于保证端面跳动。
2.1.2改变拉刀定位方式
采用原结构拉刀加工时,拉削完成后,发现内花键一侧齿顶部拉削(顶部出现拉削痕迹)如图1所示,另一部分齿顶没有参与拉削(顶部为车刀纹)如图1所示,可以判断内孔被拉偏,当内孔拉偏一定导致端面及外圆跳动大。
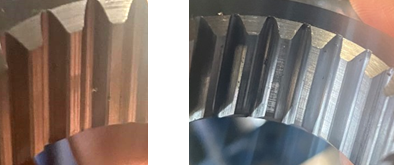
图1顶部出现拉削痕迹 图2顶部为车刀纹
为避免拉偏产生,需要在拉削过程中,保证拉刀和零件内孔同心。因此,在设计拉刀时采用小径定位,增加导向端保证零件内孔和拉刀的同心度,以避免拉刀在拉削过程中,内花键被拉偏。经过上述改进,内孔拉偏现象有明显改善,零件跳动基本维持在0.15mm以内。
2.2.工装夹具
分析原有夹具定位形式,由于零件大端面与夹具接触面大,设计夹具时采用以大端面进行定位。加工过程中,小端面上的内孔参与切削,内孔受到拉力的作用,端面可能会朝出刀方向产生凹心现象,由此,重新设计夹具,以小端面进行定位,对拉刀出刀时的力进行补偿,从而减少凹心现象。
3 结语
序号 | 跳动(mm) | 序号 | 跳动(mm) | 序号 | 跳动(mm) |
1 | 0.015 | 6 | 0.015 | 11 | 0.005 |
2 | 0.015 | 7 | 0.015 | 12 | 0.01 |
3 | 0.02 | 8 | 0.02 | 13 | 0.025 |
4 | 0.025 | 9 | 0.015 | 14 | 0.02 |
5 | 0.02 | 10 | 0.01 | 15 | 0.01 |
法士特公司享有“知识贡献”所有权,任何单位或个人未经许可,不得向外披露、转让、使用或许可他人使用。
密级:法士特公司商秘A文件。
- 4 -

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



