淄博卓意玻纤材料有限公司 ,山东 淄博 256100
摘要:自上世纪八十年代以来,专家和研究人员一直在研究如何减轻汽车重量的问题。研究表明,在汽车制造中用纤维增强树脂复合材料取代钢和铝等重金属可以减少60%的车辆重量,是在轻型汽车中取代传统重金属的理想材料。考虑到玻璃纤维弹簧的生产成本,大多数环氧树脂和玻璃纤维e目前被用作基板和增强材料。成型方法包括RTM、卷绕、拉伸和成型。但是,不同树脂的固化特性决定了产品的生产周期,成型工艺对复合材料弹簧的批量生产有很大影响。针对这些问题,本文件探讨了主要的压缩成型生产工艺,以满足大规模生产需求。
关键词:玻璃纤维板簧;批生产关键工艺;模压;预压实
1玻璃纤维板簧模压制造概述
模压成型工艺过程是指将一定数量的成型材料放置在金属对模具中,并在给定温度和压力下将模具凝固为异物的过程。对于复合螺旋弹簧,该方法的优点是:(1)易于实现机械化、自动化和生产效率;(2)产品尺寸准确、重复性好,有两种精制表面;(3)生产成本低。
复合材料板弹簧所需的耐热性、高温性、氧化性、腐蚀性和其他物理化学性质通过材料选择得到保证。性能参数由制造过程保证。考虑到综合性能和成本,大多数复合板弹簧使用玻璃纤维e作为增强纤维,使用环氧树脂或聚氨酯树脂作为树脂基。根据悬架系统中复合板簧的布置,复合板簧可分为水平和垂直两种类型。跨组合板簧安装在独立悬架车辆上,载荷通过叠加转移到弹簧主体的两端,而无需设计单独的接合结构。如果在非独立机架安装的车辆上安装了纵向复合板簧,则必须单独设计可靠的连接结构。由于集成模具可以降低生产成本和加工过程,因此组合板弹簧通常设计为单个零件。复杂弹簧的弹簧主体结构可以分为截面结构,例如统一厚度和可变厚度。接合结构主要由螺栓和橡胶组合组成。
2试验部分
2.1关键工艺试验项目
测试预浸厚膜机的综合切割工艺;测试传输腔内单灰色预压缩模式;测试板簧预压炉分段预热系统;130 ℃压缩机恒温下测试钣金弹簧成型凝固系统;从模具到凝固。
2.2原材料
G40k预浸单方向玻璃纤维/无碱环氧树脂 :单层厚度0.3毫米,表面密度615g/m²,中温环氧树脂非固化快速底漆,树脂质量分数35(3%),ACTECH®1201环氧树脂预浸料有限公司/无碱单向玻璃纤维(以下简称ACTECH1201预浸料) :单层厚度0.3 mm,表面密度615 g/m2,树脂基:平均温度下环氧快速硬化树脂,35.3%树脂质量分数,由航空复合材料制成。
2.3主要设备及仪器
U4100F/K-5真空泵:北京华城浩田空气压缩设备有限公司;TD-064-200B电热太阳能干燥机:成都ghips天宇测试设备有限公司;120× 120/10 (3)热压机:青岛国森机械有限公司Mq6025a万能磨床:武汉武吉精密设备制造有限公司;cmt5105个人电子控制计算机通用试验机:深圳新思材料测试有限公司;Nechi DSc 214扫描测温差速器:抗御科学仪器贸易(上海)有限公司;cAP 2000+数字锥形粘度测试仪:由美国brookfield制造。
2.4复合材料板簧试样的制备
以预浸料G40K为原料,将预浸料G40K放入模具中,设置110层,厚度35.2 mm,完成后,将预浸料模具放入65 ℃的干燥器中 然后取出干燥机模具-机柜并将其放入热压缩机以施加不同的压力,保持180分钟的温度为120 ℃,并关闭热压缩机,板簧典型件试样标记为1#。
板簧采用ACTECH1201预浸料制造。将ACTECH1201预浸料放入安装方向为0、共110层、厚度为35.2mm的模具中。安装完毕后,将带有预成型的钣金弹簧零件的模具放入70 ℃干燥器中,时间为90分钟至80 ℃,安装时间为60分钟。然后,我们取出烤箱模具,将其放入130 ℃的热压缩机中,按5 s压缩,反复松开并反复加压,再在一定压力下保持130 ℃的温度30分钟,关闭热压缩机,取出零件,然后自然冷却。其中,在130 ℃恒温模具中,按0.5、1.2、5和3 MPa压力制造的叶片样品分别标记为2#、3#、4#、5#和6#。
3分析测试
拉伸强度和模块:使用CMT 5105微机控制通用电子测试仪,按照ASTM D 3039在室温下测试弹簧样品,充电速度为2mm/min。压力强度和模块:使用CMT 5105微型计算机控制通用电子测试仪,在室温下压缩弹簧样品,按照ASTM D6641以1.3 mm/min的速度充电。内部抗剪强度:用CMT 5105微机控制通用电子测试仪,分别在钣金弹簧样品的室温表面进行剪切试验,按照ASTM D 3518和ASTM D 2344进行层间剪切试验,加载速度分别为2 mm/min和1 mm玻璃化转变温度:利用10℃/分钟加热率的差动温度计测试了ACTECH 1201环氧树脂的差动扫描量热曲线,保护气体为N2,流速为100 ml /分钟。粘度:使用CAP 2000+、转子n 6、转速300r/min,剪切速率1000s·-1。
4试验过程
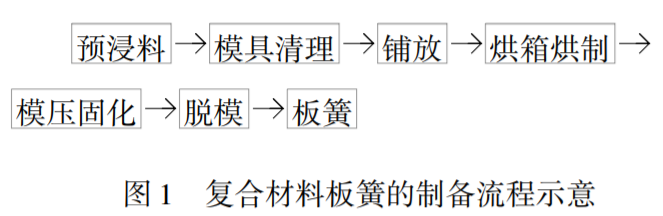
4.1制作/切割坯料
预浸结束后,使用层压装置将预浸切割成平板工作台上的层。弹簧模具设计为“一模三腔”,可以替换型腔,因此,在膜机压力辊前添加了四个定位机刀片,单叶弹簧预浸宽度为74 mm,预浸深度较大(宽度250 mm此过程一次可以创建三个空间。
4.2预压实
将大量预浸料切割成单个锭,然后依次放入传递腔内。对于复合板弹簧,涂层过程中预浸材料中的气体是产品的缺陷区域,可能会损坏并需要尽可能多的排气。为提高批量生产效率,验证在产品制革过程中消除传统真空工艺的可行性,采用压机进行预压实。将传递腔放置在预成型模具中,然后将各个切割的碎片分别放置在预成型腔中,方法是对其进行分组和预加载,在预成型表面上实时放置隔热层。实时预热器的压力为2MPa,预加热后的预成型表面既不存在也不存在。
4.3烘箱分段保温
堆叠的工件被分组到模具型腔中,该模具型腔位于干燥器中。分别设置70 c和80 c绝缘步骤,记录加热时间和绝缘时间。干燥器中复合板簧制备件预热系统为:环境温度升高70℃,需要20 ~ 30分钟,然后保持120分钟,再保持10分钟,环境温度升高80℃,再保持70分钟。
4.4模压固化(直接进入130℃热压机)
将准备好的干燥器部件从机柜80℃转移到压缩机130℃。凝固系统:成型后6 MPa至5分钟,10 MPa至10分钟,12 MPa至10分钟。达到125℃温度后,保持绝缘压力20分钟,然后解调。
结束语
综上所述,板簧是汽车悬架中的一个重要弹性元件,主要负责车身与汽车桥之间的所有力的支撑和传递,起到缓冲和缓冲作用,保证汽车正常运行。采用压缩成型技术制备的复合板弹簧适用于凝固技术和工程实践。今后的研究应侧重于提高成型过程中产品的性能和生产率。
参考文献:
[1]沈碧霞,薛元德,刘壮健.复合材料板簧与传动轴的研制[J].工程塑料应用,1992,20(4):27-32.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



