九冶建设有限公司 陕西 咸阳 712042
摘要:在金属材料加工过程中,在考虑原材料质量和加工技术时,也需要根据的加工业实际情况和材料的形成,同时在金属材料加工的过程中,还要运用多种制造工艺去进行专业的加工制造,并且要保证制造的过程中专业人员去进行标准化的操作。在金属材料加工中,利用不同的工艺,如粉末成型法,压铸法,机械成型法等去对金属进行一系列的加工,使其成为金属零件后的质量更好和增加了金属制品的功能性。基于此,本篇文章对材料成型与控制工程中的金属材料加工进行研究,以供参考。
关键词:材料成型;控制工程;金属材料加工
引言
现如今,由于传统的加工方式所选用的加工设备较为落后,所以导致其在金属加工精度以及效率均存在一定的问题,进而严重制约了我国工业的发展,而随着材料成型与控制工程的发展,有效的弥补了传统金属加工技术的不足,不仅实现了自动化加工,而且还有效的提升了加工质量,从而更好地满足加工行业的各项性能需求。
1新型金属材料概述
新型金属材料种类多、性能优、功能强,应用范围相对较广。根据现阶段的应用经验看,较有代表性的记忆合金材料具有记忆功能,可以在形变的基础上以金属丝的形态存在。而且,记忆合金材料的变形过程具有可逆性,既能够“变形”,也可以被“打回原形”。在电气工程、航天工程等领域应用相对广泛。需要注意的是,此类材料的功能与其处理工艺密切关联,尤其是高温处理技术的优良,直接决定了其变形后的功能稳定性。反过来,在应用中也要求做好应用温度控制。储氢合金的优势则体现在环保性能方面。具体而言,该合金材料属于氢化物,能够通过化学反应生成并发生转化。在动力能源中的应用推广,可以较好地提升要素市场在矿产能源市场的资源配置能力。目前应用效果表明,该合金材料的耐高温性能优良,可广泛应用于飞机涡轮发动机、航天设备等方面。非晶态合金材料的抗腐蚀能力明显,在强度、硬度、电阻率方面优势明显,在电气设备机械制造中的应用效果较好,有利于补足变压器铁芯材料制造方面的短板。因此,新型金属材料的应用价值,主要体现在其性能及作用方面。比如,现代机械制造中的生产加工环节,耗材多、耗能大,材料功能发挥相对受限。应用新型金属材料后,既能够解决此类棘手问题,提高节能性。也可以在此基础上根据材料性能的区分与选择,提高其应用环保性与经济性。
2材料成型工艺发展现状
在我国机械工程生产工作过程中,材料成型工艺发挥着重要作用。在该工艺操作要求下,需要全面分析模具原件原材料的状态及性能,并在分析原材料特性的基础上,合理选择与其特性相匹配的机械设备,并根据模具元件生产图纸,在热加工等方式的帮助下改变原材料的造型。而控制工程模具制造工艺的应用也建立在深入研究材料成形工艺的基础上,因此材料成型工艺目前已被纳入到社会经济领域,工业模具元件的生产质量在一定程度上直接受到材料成型工艺水平高低的影响。近年来,我国材料成型工艺不断发展创新,整体水平迎来了较大的突破。工业市场规模的扩大赋予了材料成型工艺更多的市场挑战,随着塑料模具需求量的提升,我国模具制造技术还需不断发展进步,突破现有的制造瓶颈,在迎合市场需求的同时,全面提升制造水平及质量。
3材料成型与控制工程中的金属材料加工工艺
3.1粉末冶金
在材料成型与控制工程中的金属加工而言,相关人员可以通过适当的增加金属颜色或者与其质地相符的金属粉末来一起加入到零件模具中,进而确保这些金属粉末在受到高温情况下则可以有效的与模具进行融合,并且不会出现任何缝隙而形成一个完整高质量的模具。换而言之,粉末冶金技术其实就是一种拼接技术,且并不需要较高的技术专业操作以及其他设备的辅助就可以完成加工成型,继而最大程度的实现资源的利用。譬如,对于汽车白车身的中强度结构件而言,其中应用最为典型的曲轴带轮、曲轴正时齿轮以及水泵带轮等零件的材料主要为Fe-C-Cu材料,中高强度的结构件典型零件发动机、链轮以及变速箱传动等零件由于不仅要承载较大负荷,而且还要具有较好的耐磨性,所以其粉末冶金成为主要为Fe-C-Cu-Ni或者Fe-C-Cu-Ni-Mo等,而对于高性能粉末烧结件而言,就目前的应用情况来看其主要应用在发动机以及变速器方面,形状较为多样,且密度、强度较高,典型的零件有驱力器驱动齿轮、变速器油泵以及发动机连杆等构件,总之通过冶金粉末技术的应用有效地提升了材料成型与控制工程中对于金属材料的加工质量和效率,进而提升了制造行业的产品质量。
3.2金属材料热处理工艺
热处理指的是金属材料通过一系列的热处理手段,改变性能与性质,以此提高金属性能,包括:加热处理方式、保温处理方式与降温处理方式。当前生活、生产各个层面均需要热处理的支持,金属材料通过热处理之后,可将表面的硬度增强。以此同时,该技术的应用能够提升金属材料的柔韧性,还能够增强金属材料的抗磨损性与抗疲劳性,材料经过热处理之后,制作成金属零件,以此将金属零件的使用寿命延长,实现了节能减排、绿色环保的理念。(见图1)现阶段热处理作用被人们所认知,与传统热处理不同的是,这一热处理技术转变了原本“加热-保温-降温”流程,选择的是更加先进、高级的技术实施金属材料处理,这类处理技术能够大幅度地提升金属材料的硬度,可将材料脆性减少,意义较大。
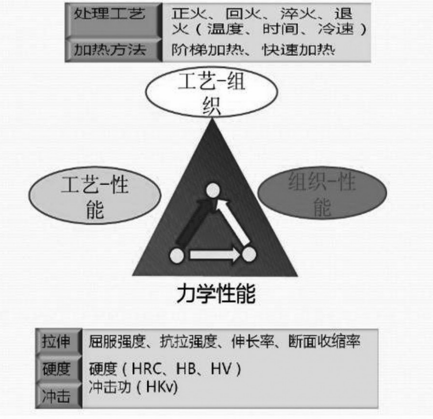
图1金属材料热处理工艺
3.3金属材料一次成型技术
金属材料的一次成型技术主要包括挤压成型、拉拔成型及轧制成型等形式。在轧制成型技术应用过程中,轧轮的回旋力可改变原材料配料的外形,从而对模具元件形状进行塑造,以保证最终产品与实际生产要求相符合。对比之下,拉拔成型的工艺技术流程则完全不同。在使用拉拔成型技术时,首先需借助模具将原材料配料放入模具中,然后通过模具拉力改变坯料形状,实现模具原件的塑造。有效应用拉拔成型技术,可充分保障模具元件的可塑性能。而金属材料挤压成型技术方法的操作流程则与拉拔成型技术相似,首先需准备模具元件,并通过挤压模具改变和控制内部坯料的基本形状。在挤压成型技术方法的帮助下,模具内部结构与设计图纸中的产品能保持高度一致,此外该技术还拥有不易变形,元件可塑性强等优势。
3.4热锻模具电弧增材修复工艺流程
1)焊前处理。在电弧增材修复前需对修复面进行焊前处理提高修复性能,主要包含修复面清污处理、型腔预处理及着色探伤3个步骤。首先利用磨光机和风镐的打磨、振动作用使型腔氧化层及石墨乳层脱落;随后利用碳弧气刨、石墨电极电火花加工或数控机床铣削加工方式对模具型腔进行预加工,消除腔表面裂纹等缺陷;处理后对型腔表面进行着色探伤,若表面已无缺陷便可进行后续加工。2)模具基材预热。电弧增材热输入较大,焊道表面冷却速度较快,熔覆金属层与模具基材间可能产生较大温差导致裂纹产生。可通过预热模具基材降低金属熔覆层与模具基材间的温差,减少热应力。同时,模具基材预热可有效预防熔覆金属层在增材过程中发生马氏体转变,降低马氏体相变应力,增材结束后熔覆金属层再与模具基材一同发生马氏体相变,提高了模具工作面硬度的均匀性。3)电弧增材制造。首先根据焊材选择合适的电流、电压及保护气氛。电弧电压高,焊道增宽且将带有不规则的边缘,脱渣不充分;电弧电压偏低,引弧困难,焊道成形变差,不利于渣池的建立,一般将弧焊电压设置24~26V。开始熔覆时应选择较小的电流及焊枪移动速度,减小电流对焊条合金元素的烧损,提高制造精度。每沉积一层,可锤击金属表面,使其塑性变形,降低焊接残余应力。敲击同时进行外观检查,如无气孔等焊接缺陷,可继续下一金属层的沉积。增材过程结束后焊枪在原位稍停留或作圆周运动3~5s,避免收弧裂纹(火口裂纹)的产生,提升收弧处制造的平整度。4)焊后热处理。需对增材修复后的热锻模具进行回火处理,降低增材过程温度场差异对热锻模具组织及性能的影响。若回火温度过低,则不能完全消除残余应力及组织偏析;回火温度过高则可能导致热锻模具硬度下降,降低服役寿命,对于不同焊材需不断通过实验优化回火温度。模具回火处理时间由厚度决定,以25mm/h计算。出炉后的冷却速度应控制在60℃/h内,以平衡微观晶相结构和韧性,提升锻造生产时的模具性能。
3.5金属材料焊接成型
金属材料焊接成型是通过用加热、加压等方法,使两块同种金属或者不同种金属的表面之间形成原子间的结合与扩散作用,进而使分离的金属材料牢固连接且不能拆卸接头的材料成型工艺方法。
金属材料焊接成型的优点:1.节省金属用料且接头牢固密封性好。2.化繁为简、以小拼大。3.同种金属或不同种金属皆可连接,并且方便生成异种金属复合结构。4.焊接件重量轻便,且加工装配易操作。金属材料焊接成型的缺点:焊接后,母材接头焊缝处的力学性能有一定程度的降低和相关材料的组织发生的改变不可控,并且一些个别焊接工艺方法生产出的焊件的焊质量不方便检验,不能够及时、高效地形成相应的生产链条。
结束语
总而言之,在材料成型与控制工程中,一方面,以产品研发设计为主导因素,加大了设计环节的资源配置;另一方面,增强了对材料管理环节的成本控制。由此,形成了以工业设计扩大价值链可营利空间,与严格控制材料成本支出、提高利润率的管控方案。
参考文献
[1]石浩东.材料成型与控制工程中的金属材料加工探究[J].南方农机,2019,50(22):140-141.
[2]覃东任.材料成型与控制工程中的金属材料加工研究[J].南方农机,2019,50(14):187.
[3]薛萌萌.探讨材料成型与控制工程中的金属材料加工技术[J].世界有色金属,2019(04):280+283.
[4]黄猛.材料成型与控制工程中的金属材料加工分析[J].冶金管理,2019(09):48-49.
[5]屈升.金属材料成型及控制工程的设计制造和加工方向[J].世界有色金属,2019(01):276+280.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



