山东中烟工业有限责任公司青岛卷烟厂 山东青岛 266101
摘要:青岛卷烟厂制梗丝线梗丝膨化干燥设备采用梗丝闪蒸膨化和滚筒干燥处理工艺,能有效提高梗丝的弹性、填充值和燃烧性,去除梗丝的木质气,提高烘后水分的均匀性。
关键词:闪蒸膨化;滚筒烘丝;填充值;水分
引言
目前,各卷烟企业主流的梗丝膨化干燥方式主要有以下两种,第一种方式为隧道增温增湿HT搭配滚筒烘丝(或流化床);第二种方式为梗丝闪蒸膨化搭配梗丝流化床。第一种方式各卷烟企业最为常用,但此方式存在一定的缺陷,隧道增温增湿HT对梗丝膨化效果有限,在提高梗丝填充能力和减轻木质气方面有较大局限性。第二种方式能够有效地提高梗丝的填充值和梗丝结构,减轻木质气,但干燥后梗丝的水分均匀性差、水分波动大。青岛卷烟厂制梗丝线采用的是SH84型梗丝闪蒸膨化机配搭SH626薄板式滚筒烘丝机共同实现梗丝的膨胀干燥,能够有效克服以上方式存在的不足,既能提高梗丝的物理性能指标、又能有效去除梗丝的木质气、同时烘后梗丝水分均匀性得到了很大的提高。
SH84型闪蒸膨化装置主要由进料罩、进料气锁、文氏管、扩张管、分料器、出料罩以及控制管路系统等组成(如图1 ),具有体积小、能耗少、效率高、结构简单等特点,此设备设有排潮装置,与梗丝高温接触部分采用特氟隆防粘处理。
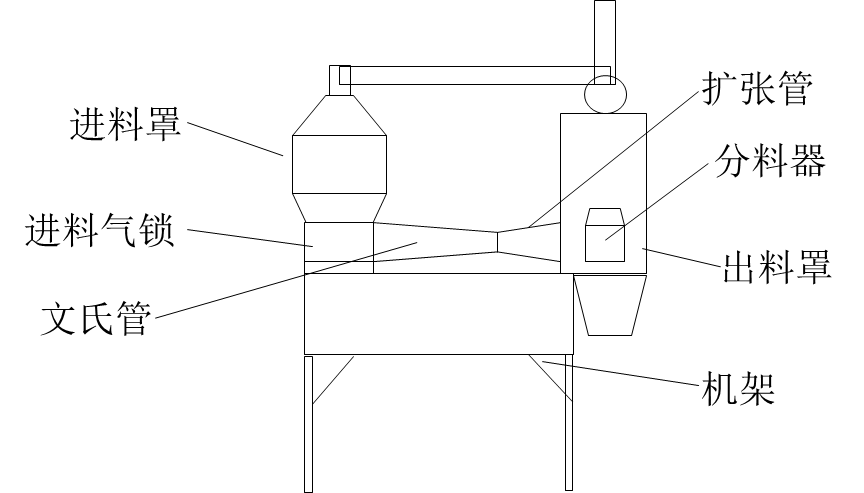
图1. SH84闪蒸膨化机结构图
1.2工作原理
梗丝经梗丝回潮、加料处理后,输送至烘梗丝工序,由振动输送机将待处理的梗丝经进料气锁喂入文氏管入口,同时饱和蒸汽经喷嘴喷射将物料吹入文氏管并充分混合,在蒸汽的压力和温度的共同作用下,在极短的时间内将梗丝内部水分子的汽化分压和温度提高到一定程度。当物料从文氏管喷出的瞬间体积突然扩大、周围压力突然下降。这时梗丝内部的汽化分压远远高于周围的环境气压,达到闪蒸的条件,水份剧烈蒸发,梗丝的纤维组织也因此获得充分膨胀。经涡旋分料器使梗丝与蒸汽分离,进入下一台配套设备---流化干燥机,进行烘干冷却定形[1]。
2.SH626型薄板烘丝机结构及工作原理
2.1结构特点
SH626型顺流式薄板烘丝机是一种以蒸汽为热源的滚筒式烘丝机,主要由可旋转筒体、进出料罩、主传动系统、筒壁加热系统、热风系统、排潮系统等组成[2],结构如图2。
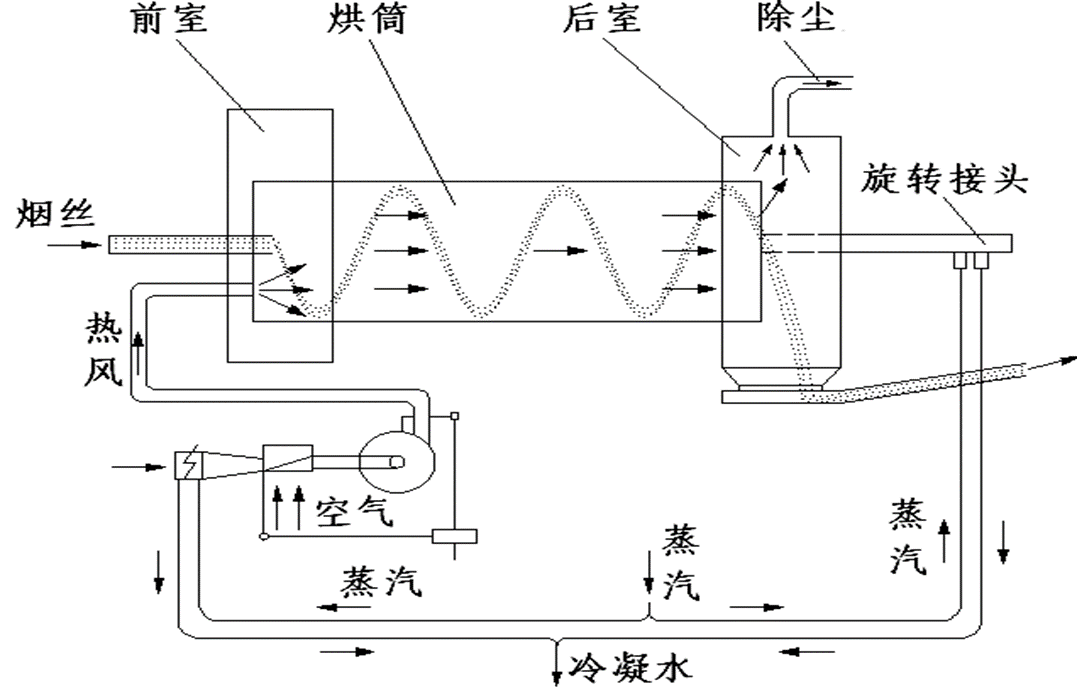
图2.SH626型薄板烘丝机结构图
2.2工作原理
烘丝机的烘筒与水平面成1.5度的倾角,前室方向较高,后室方向较低。梗丝用振动输送机从前室的进料口喂入导料筒,为了促进梗丝在导料筒内的初始移动,导料筒内的导料板是螺旋形的。梗丝进入烘筒,随着烘筒的转动,梗丝受重力的作用由较高的一端运行到较低的一端时便干燥完毕从后室送出。装在烘筒内壁上的热交换板,一方面给梗丝加热,一方面又起到抄板的作用,把梗丝抄起后靠梗丝自重落下,使梗丝与气流的接触表面增大以提高干燥速率,并能促使梗丝自烘筒的一端运行至另一端。
由于加热,梗丝内的水分从内部向周围扩散,热风系统的作用就是吸收和带走蒸发气体使干燥过程顺利进行。烘丝机的一路热风由前室方向进入,与梗丝呈顺流接触,另一路热风由后室的汽尘抽箱进入,防止尘气由于温度太低在后室中结露,蒸发气体从汽尘抽箱引出经管路进入袋式除尘器。当梗丝品种、湿度和流量变化时,可以通过调整蒸汽压力、热风温度及烘筒的转速来达到最佳的烘丝效果,整个烘丝过程为连续自动。
烘梗丝机与前端的闪蒸膨化机配合实现梗丝的膨胀干燥处理,去除梗丝中的木质气。通过烘筒高温薄板与梗丝进行接触传导,将梗丝中的水分快速蒸发,利用热风顺流将蒸发的水分带走,促使梗丝冷却定型。
3.闪蒸和滚筒烘丝的膨化干燥方式的特点
3.1喷射式梗丝加温加湿
梗丝由进料振槽落入进料气锁,送入膨胀室,同时饱和蒸汽迅速将梗丝送到膨胀管的喉部,膨胀后的梗丝经涡旋分料器实现与蒸汽的分离,上述过程中,梗丝闪蒸入口梗丝含水率34 ~36%,出料含水率(36%-38%)±1%,进料温度20-30°C,饱和蒸汽进口压力≥0.8Mpa,压缩空气进口压力≥0.6Mpa,出料温度≥80°C,工作时间约为5 秒。
3.2蒸汽为热源的薄板式滚筒烘丝
闪蒸膨化后的梗丝经振动输送机喂入烘丝机,梗丝在加热薄板及滚筒旋转的作用下翻滚前进,同时热风顺流从梗丝中穿过,干燥完成后梗丝负压风送至梗丝柜贮存,湿热废汽由除尘排潮装置排出。上述过程中,来料含水率34%-38%,来料温度60 ~80°C,出料含水率14%-15%(工艺确定),工作热风温度100 ~140°C,蒸汽压力≥0.8Mpa,工作时间约为5 分钟。
4.应用体会
经过生产验证,梗丝闪蒸加滚筒干燥的处理工艺能够使梗丝的填充值较传统的梗丝HT+ 滚筒干燥方式由5.6cm

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



