福建省特种设备检验研究院 福建福州 350007
摘要:为规范工业机器人末端焊枪的焊丝伸出长度,以保证工业机器人姿态变化较大时示教过程的准确性。本文结合普通的直尺与量角器固有形状对于工业机器人弧焊示教过程的限制,设计了一种用于弧焊工业机器人末端焊枪姿态示教的工具,通过规范焊丝伸出长度与焊接倾斜角,提升工业机器人焊接效果,对保障弧焊机器人运行稳定性具有重要意义。
关键词 弧焊机器人 示教工具 设计
引言
弧焊机器人是工业焊接机器人中的重要组成部分,也是工业机器人应用最为广泛的类型之一[1]。弧焊机器人工作站一般由机器人本体、示教器、控制柜、及末端焊枪、自动送丝装置、焊接电源等部分组成[2],其示教的难度为将手工焊接的工艺转化成机器人的角度、姿态、速度、电流、电压等参数。对于末端焊枪而言,焊丝伸出长度对焊接运行速度、电流等参数变化影响显著,焊枪倾斜角则是机器人角度与姿态的重要决定因素[3],对焊接效率影响显著。本文设计的示教工具,用于弧焊机器人末端焊枪的姿态示教,对保障弧焊机器人运行稳定性具有重要意义。
一、研究背景
在示教过程中由于机器人的姿态变换,机器人末端焊枪的焊丝伸出长度也随之变化,这一定程度上影响了机器人末端TCP点的位置,在焊接过程中易使焊接效果不稳定,将对焊道表面成形影响显著[4],若偏差较大还会造成被焊件受损、停机等状况。如图1所示,工业机器人示教过程中,首先应该通过TCP位置的校准设定工具坐标,对于弧焊机器人而言,焊丝伸出长度决定了机器人TCP点的准确性,因此在机器人姿态变化较大时,应统一机器人末端焊枪的焊丝伸出长度,以保证示教过程的准确性。目前在弧焊机器人的培训教学、技能竞赛或是实际应用中,未有统一的工具用于规范焊丝伸出长度与焊接倾斜角,普通的直尺与量角器由于固有的形状并不适用于弧焊示教过程,多数机器人调试人员依靠目测或经验判断完成示教工作,这对弧焊机器人的规范应用极其不利。于是,为解决上述问题进行如下设计研究。
图1 弧焊机器人末端焊枪示意图
二、技术要点
弧焊机器人末端示教工具是提供一种用于弧焊机器人末端焊枪姿态示教的工具,可规范弧焊机器人末端焊枪焊丝伸出长度与倾斜角的综合比对,具有体积小、便携带、快速比对、方法简易的特点。本文根据不同焊接工况选用了常用的焊丝伸长长度15组,每一片比对尺片的比对区域均为相应标识宽度的等宽钢板,测量焊丝的伸出长度;在比对区域的前部对应了15组角度用于焊枪倾斜角的测量;使用人员仅需在15片比对尺片中选择相应的焊丝伸出长度与焊枪倾斜角数值,将剩余的比对尺片收入工具外壳并紧固,在示教过程即可快速简易的将细小的比对尺片伸入焊枪末端,达到轻巧准确的比对功能。结合弧焊机器人示教过程,克服了常规量具形状设置的缺陷,针对示教过程中弧焊焊枪作业空间的狭小性,解决了末端焊枪焊丝伸出长度与倾斜角不可控的问题,规范了弧焊机器人示教的TCP位置。
该工具是一种用于弧焊机器人末端焊枪姿态示教的工具, 包括比对尺片、紧固件、收纳外壳。外部结构如图2所示,收纳外壳的纵截面为U形,收纳外壳的左、右侧壁的顶部设有倒圆,收纳外壳的左、右侧壁上对称开设有圆孔;比对尺片通过紧固件安装在所述收纳外壳内。其中所述圆孔与所述倒圆的轴心同心;所述收纳外壳的侧壁上的中上部对称开设有半圆形凹口,方便比对尺片转出使用;所述比对尺片包括紧固件固定区域与比对区域,所述紧固件固定区域开设有紧固件安装孔,所述紧固件穿入所述收纳外壳的圆孔、紧固件安装孔锁紧所述比对尺片。如图3所示,比对尺片2选用弹簧合金钢65Mn材质,耐磨损高精度,比对尺片2可绕紧固件360°旋转,方便展开收缩,携带存放便捷,工具外壳采用抛光或磨砂处理,外型简洁顺滑,工具紧固件3为尾部攻有螺纹的销轴和螺母组成,用于调节比对尺片的松紧度,便于拆装维护,可调节松紧,也可拆卸调整。
结合机器人焊接时末端焊丝的常用技术参数,收纳外壳内堆叠锁有15片所述比对尺片,这些比对尺片的单片总长度为100mm,紧固件固定区域的长度为40mm,比对区域的长度为60mm,15片比对尺片的比对区域的宽度逐片减小,其具体宽度参见表1。如图4所示,比对尺片2的比对区域刻有表示所述比对尺片宽度的刻度,并刻有可测量的最大宽度的数值,比对尺片的比对区域的头部刻有测量角度的刻度,并刻有表示可测量的最大角度的数值。
表1 比对尺片规格表
序号 | 焊丝伸出量比对部分规格 | 焊枪倾斜角比对尺规格角度(°) | 单片总长度(mm) | ||
宽度(mm) | 长度(mm) | 厚度(mm) | |||
1 | 0-10 | 60 | 1 | 0-10 | 100 |
2 | 0-12 | 60 | 1 | 0-15 | 100 |
3 | 0-14 | 60 | 1 | 0-20 | 100 |
4 | 0-15 | 60 | 1 | 0-25 | 100 |
5 | 0-16 | 60 | 1 | 0-30 | 100 |
6 | 0-18 | 60 | 1 | 0-35 | 100 |
7 | 0-20 | 60 | 1 | 0-40 | 100 |
8 | 0-22 | 60 | 1 | 0-45 | 100 |
9 | 0-24 | 60 | 1 | 0-50 | 100 |
10 | 0-25 | 60 | 1 | 0-55 | 100 |
11 | 0-26 | 60 | 1 | 0-60 | 100 |
12 | 0-28 | 60 | 1 | 0-65 | 100 |
13 | 0-30 | 60 | 1 | 0-70 | 100 |
14 | 0-32 | 60 | 1 | 0-75 | 100 |
15 | 0-35 | 60 | 1 | 0-80 | 100 |
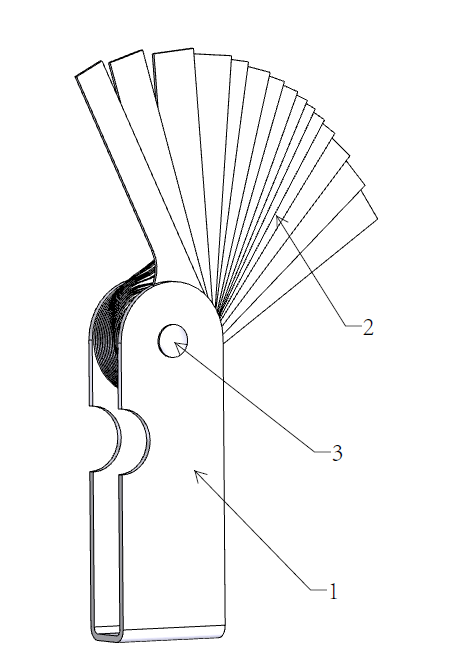
图2 一种用于弧焊机器人末端焊枪姿态示教的工具的结构示意图
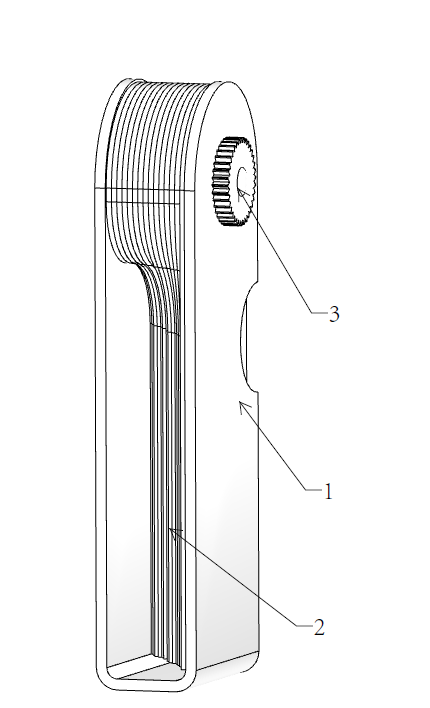
图3 一种用于弧焊机器人末端焊枪姿态示教的工具的比对尺片收齐后的示意图
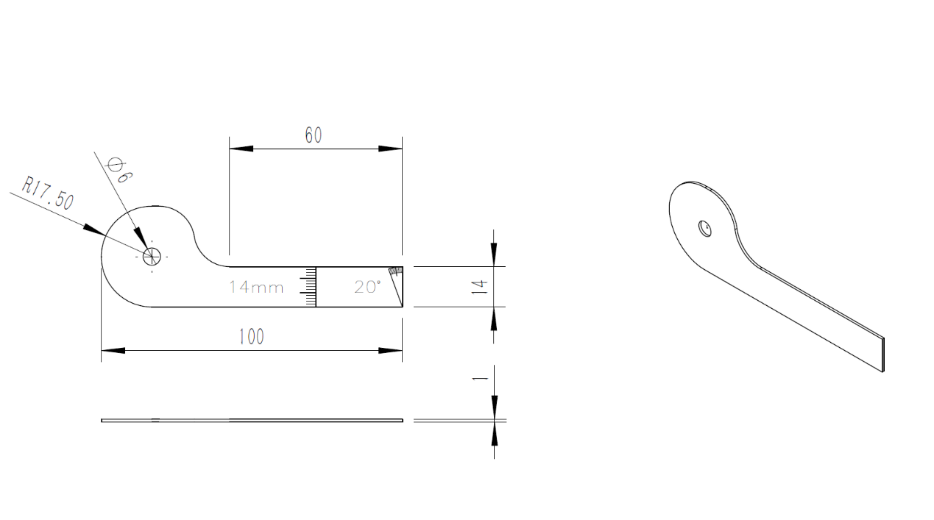
图4 一种用于弧焊机器人末端焊枪姿态示教的工具宽度为14mm的比对尺片的结构示意图
三、总结
本文在弧焊机器人示教过程中发现焊枪末端TCP点会由于机器人姿态变化而产生变化,因此造成焊丝过长或过短的情况影响机器人焊接的稳定性,从而设计了一种用于弧焊机器人末端焊枪姿态示教的工具。使用人员仅需在15片比对尺片中选择相应的焊丝伸出长度与焊枪倾斜角数值,将剩余的比对尺片收入工具外壳并紧固,在示教过程即可快速简易的将细小的比对尺片伸入焊枪末端,达到轻巧准确的比对功能。该工具结合弧焊机器人示教过程,克服了常规量具形状设置的缺陷,针对示教过程中弧焊焊枪作业空间的狭小性,解决了末端焊枪焊丝伸出长度与倾斜角不可控的问题,规范了弧焊机器人示教的TCP位置,具有体积小、便携带、快速比对、方法简易的特点,具有一定的创新性和较强的实用性,对保障弧焊机器人运行稳定性具有重要意义。
参考文献
[1]许燕玲, 林涛, and 陈善本. "焊接机器人应用现状与研究发展趋势." 金属加工:热加工 8(2010):5.;
[2]丛培兰. "弧焊工业机器人工作站的集成." 机械工程师 9(2016):2.
[3]张随丹. "影响弧焊机器人焊接质量的关键因素." 上海交通大学学报 S1(2016):4.;
[4]张随丹. "影响弧焊机器人焊接质量的关键因素." 上海交通大学学报 S1(2016):4.
作者简介:胡建玥(1993.04—),女,汉族,江西萍乡人,硕士研究生,机械中级工程师;研究方向:工业机器人操作与示教、工业机器人焊接、特种机器人检验。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



