山西漳山发电有限责任公司 山西省长治市 046021
摘要:在火力发电厂的发展过程中,每一个环节都会影响到火力发电厂的正常运行,进而影响到人们的生活。火电厂高压加热器系统是一个重要的热力系统,必须保证其质量,并及时采取相应措施,以减少故障对火电厂运行的影响,提高火电厂的经济效益。
关键词:火电厂;汽机高加;管束泄漏
引言:
火力发电厂是我国社会发展的重要组成部分,对保证各地区正常供电具有重要意义。根据火电厂汽轮机高压加热器的运行现状,分别阐述了汽轮机高压加热器管束泄漏的原因,并提出了相应的解决方案,为后续工作提供参考。
1汽轮机高加系统运行简述
一般情况下,火力发电厂的汽轮机会采用对流式加热器来加热给水,提高了运行效率从而降低了整个机组的运行成本。而回热系统的日常运行需要可靠的运行投入率来支持,其运行稳定性会直接影响整个机组的日常运行效率,影响机组的正常运行。加热器投入率是当前经济指标中的重点考核项目之一。随着火力发电机组向大容量参数发展,各种高加需要承受的给水压力和温度差明显增加。
在这样的背景下,对于整个高压加热器单元,其设计、材料选择、制造和安装的相关技术要求相当高。在日常运行中,如果高压加热器出现泄漏问题,将直接影响加热器的内部压力和温度,进而给整个汽水循环带来各种负面影响。高压加热器具有重要性及复杂性,不仅要在设计和制造环节保证其质量,还要做好后期实时监控、运行操作及维护检修各方面工作,以保证高加的持续稳定运行。
2当下高加运行过程中存在的问题与影响阐述
加热器的高质量指标与目前普遍的生产技术形成鲜明对比,许多环节如未能获得理想的加工效果,将影响高压加热器系统的正常运行。通过对某电厂高压加热器系统日常运行中存在的问题进行观察判断,发现管束泄漏和水室隔板泄露是常见问题,将会大大降低高压加热器的安全经济性。
管束泄露易造成泄露范围扩展。一方面,运行监视人员如未及时发现,使高加未能及时解列,泄露的给水长时间对周边的管子进行高压高速冲刷,就会导致更大面积的管束泄露。另一方面,在泄露的高速水流的不断冲击下,管束会产生高频振动,致使换热管与换热管、换热管与支撑板之间发生强烈磨损甚至断裂泄露,最终亦会导致加热器出现大面积的泄漏现象。
3高加发生管束泄漏的原因
3.1设备制造质量不达标
高压管板的材料一般首选合金钢板。选择板材后,在板材上适当沉积一些低碳钢材料。钢管选用不锈钢材质,并采用爆炸膨胀节技术,膨胀节位置在管板上方。如若出现堆焊工艺不达标,则会导致焊接缺陷,直接影响了加热器寿命。管束壁厚设计和制造要满足使用要求,由于高压加热器采用冷热两相对流进行换热,钢管必会受到反复冲刷,久而久之管壁会变薄。管壁不满足要求的加热器无法达到其寿命期限。
另外,高压管板水侧压力比较高,温度比较低,而蒸汽侧压力低,温度高,且汽水两侧的压差与温差很大。在高压加热器的设计和制造过程中,如果高压加热器位置的管板厚度不足以满足设备运行的基本要求,管板的拉拔必然会导致汽侧鼓包和变形。如果机组负荷发生一定程度的变化,并且调峰幅度过大和调峰速度过快,会导致负荷突变,高加汽水侧压力温度各参数也会随着负荷的变化而变化。所有这些变化都会影响管板的正常寿命,易造成管板位置变形,最终导致管束膨胀泄漏等问题。
3.2高加投退频繁
近年来,新能源发电行业发展迅速,火电厂承担了稳定电网的作用,负荷波动幅度很大,机组启停次数也大大增加,加热器投退较频繁,交变热应力次数较多,启停中水位较长期处于一个调整期,管束存在于一个不稳定的工况,两相流冲刷管束易发生振动与管板碰磨,也是造成泄漏的主要原因之一。
3.3运行操作不当
在加热器投运前没有及时打开汽水侧排空门,造成气体积聚,会严重影响加热器的换热效果,导致钢管受热不均匀,从而发生管束变形、干烧等,最终造成管束泄露。
高加在投运过程前,未进行充分暖管,形成汽液两相流,对设备造成剧烈冲击;高加投运与停运过程中,加热器出现快速升温与快速降温的情况,水室锻件、壳体和管束没有足够的时间均匀地吸热或散热,致使管路振动,以及热冲击损坏管束,进而造成设备报废性损坏。
另外,在加热器正常运行中,如果加热器的水位达不到要求,汽侧的蒸汽流速过大,会造成管束过度冲刷;与此同时,低水位易会发生闪蒸,产生汽水两相流,会剧烈冲击管束。
3.4设备堵管工艺问题
目前,最常见的堵管技术是用锥形塞焊接堵管。在打入锥形塞的过程中,锤击力比较大,导致管孔变形。如果情况严重,可能会导致损坏、新孔泄漏等问题。在检修过程中,如果管道的查漏不到位,堵漏工艺不达标,都会造成进一步的损坏。例如堵板不对称,则会造成新管束干烧泄露;焊接工艺不达标则会造成焊接缺陷,甚至会损伤管板及相邻的管束。
4预防措施
4.1设备制造缺陷的预防
加强设备制造监管,确保管壁厚度满足现场实际要求,提高抗冲刷能力;组装前,应对每根管道进行探伤和水压试验。U形管应进行热处理,无视觉缺陷;管板孔的精度、公差和同心度应符合技术要求,管孔的倒角或倒圆应光滑无毛刺。应保证管板有足够的厚度,并采用良好的管孔加工、堆焊和胀管焊接工艺。
4.2设备运行的预防措施
(1)机组启动时的检漏预防
每次机组启动时,可以利用锅炉水压试验的机会,将高压加热器蒸汽侧的水位放为零,关闭疏水门、放水门,密切注意高压加热器水位的变化,如果水位上升,立即退出高加运行,解决高加管束泄漏问题。
(2)运行中的温度控制
设备投运前,应对设备及管路进行预暖,打开疏水门,水侧和汽侧应打开启动排汽;运行中要打开连续排空门;当高压加热器在机组带负荷的状态下进行投运和停运时,运行操作人员一定要轻开轻关阀门,确保高压加热器在此过程中不会产生较大的冲击力。高加投运过程中,运行操作人员要时刻对加热器的升温与降温速度进行合理把控,确保加热器不会出现快速升温与快速降温的情况,温度的变化速率控制在≤55℃/h的范围内。另外过热蒸汽冷却区的蒸汽应具备足够的过热度,以防止蒸汽过早凝结,形成两相流冲击管束。
(3)运行中的水位控制
运行操作人员加强对加热器水位监视及控制,确保在水位自动调节的基础上不会出现低水位的情况,同时可根据具体情况于高限水位运行;禁止低水位或无水位运行。水位的合理控制既关系到设备的安全性,也关系到设备的效率及经济性。
(4)停运时的腐蚀预防
给水质量应合格,控制给水含氧量小于7μg/L,给水pH值在9.2~9.6之间。;通常根据停机时间的长短,对加热器采取冲洗、充气或冲洗氮气等防腐措施。
4.3检修方面的预防
将高加注水打压查漏列为停机检修中必查项目,利用检修机会对高加进行打压查漏,防患未然。查漏时应采用正确的方法,做到没有遗漏;维修时应采用正确的堵管工艺,对称堵管,堵管处不发生二次泄露。
5检修方案
5.1查漏措施
检测高压加热器管子泄漏的方法主要可以概括如下:
在加热器与系统完全隔离后,将水室人孔打开,汽侧供汽门、疏水门、排空门等全关,经由安全阀法兰孔向汽侧注满水,之后向汽侧充入压缩空气,加压至0.6MPa。若管束泄露,则会有水从管束漏到水室内。
要注意,注入的水应为干净的除盐水。若机组运行中,加热器泄露解列,此时加热器内部温度很高,应注入温度较高些的凝结水先行降温,之后再用常温除盐水注水降温。另外,也可以不注入除盐水,而直接向汽侧充入压缩空气,这对系统阀门的严密性要求更高,且无法直观看出泄漏点。
5.2管束堵漏措施
(1)高加汽侧泄压后将泄漏管束用锥堵契入至管口无渗漏,同时泄漏管束周围要包围封堵。对于U型管布置的高压加热器,检修人员一定要做到上下水室的管束对称封堵。
(2)在封堵过程中,我们经常遇到封堵不严密,有水渗出,严重影响了检修进度及堵头焊接质量,在此建议操作如下图01,加工专用堵水塞,堵水塞为带O型圈的圆钢,材质20号钢。
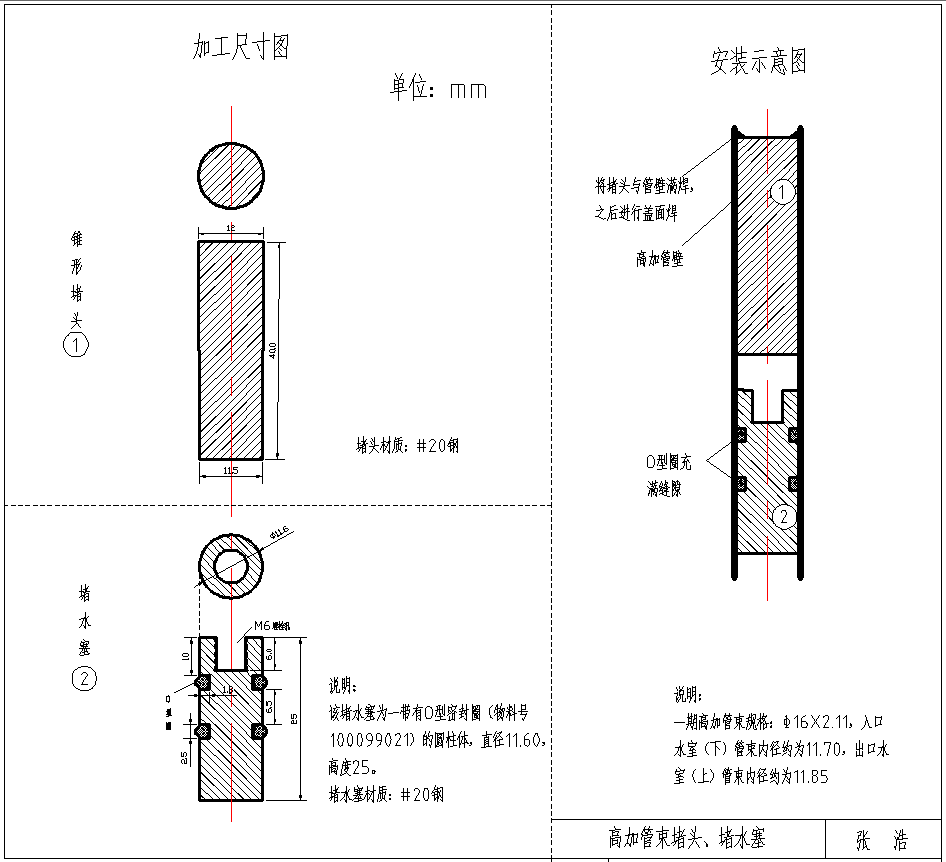
图01 高加管束堵头、堵水塞加工及安装图
(3)打磨焊接工艺标准要求:
I、对确定的泄漏区域进行打磨处理,除掉疤痕,打磨量离管板约1-1.5mm,不可伤及管板及管束口,打磨中严禁长时间打磨一个点,以免造成局部过热。
II、焊接前对焊接处及热应力区进行适当的预热至约200℃。采用THJ507RH超低氢高韧性碱性焊条用电熔焊施焊。焊接前先单独封焊每一个锥堵,最后再盖面将所有锥堵连焊成一片。
(4)焊后着色检查合格,并进行打压试验。试验时将汽侧再次灌满水,用压缩空气升压至0.6MPa,检查焊接部位及其它管束无泄漏。
结束语:
高压加热器不仅是热交换器,还是压力容器。这更需要我们在运行和检修两个方面都提高标准,严格要求,规范运行,精益检修。本文对高压加热器泄漏原因进行了深入剖析,在加热器管束泄露预防方面作了有益的研究应用,并提出了行之有效的检修方案。这对加热器投运率及机组的安全经济性的提升都有积极作用。
参考文献:
[1]关于电厂汽机设备运行中的常见问题及技术研究[J].田师.现代经济信息.2018(12)
[2]火力发电厂汽机辅机现状及优化策略[J].李南.智能城市.2019(23)
[3]火力发电厂汽机设备运行中的常见问题及技术研究[J].迟鹏,蒙磊,李思博.通信电源技术.2020(02)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



