广州环投福山环保能源有限公司 广东广州 511363
摘 要:本文针对厨余垃圾资源化利用和无害化处理,重点介绍了厌氧发酵技术,为广州市厨余垃圾处理设施的建设和运营提供参考。
关键词:厨余垃圾;厌氧发酵;处理工艺。
随着城市人口的增长与居民消费水平的提升,我国城市厨余垃圾产量逐年上升。据统计2019年我国厨余垃圾产生量高达1.21亿吨,占城市生活垃圾总量的50~60%。厨余垃圾成分复杂、含水率高、有机质高,在环境中存放易滋生细菌、病毒,短期内便可腐败变质,引发环境恶臭并产生渗沥液,对人体健康、生活环境、市容市貌产生严重影响。
目前针对厨余垃圾的处理主要有粉碎直排、填埋、焚烧、堆肥、饲料化、生物转化以及厌氧发酵等处理技术,其中厌氧发酵技术的优势显著,工程应用占到80%以上。
厨余垃圾的高含水率、高有机质含量等特点,决定了卫生填埋和焚烧处理技术都不适合于厨余垃圾处理,而粉碎直排技术适合家庭式小规模处理且对城市下水管网造成较大压力,不适宜大规模处理。新型的黑水虻生物转化技术工艺不成熟,生产设备自动化程度低、环境控制成本高、产品销路尚待开拓。因此本文仅对目前应用较多的厌氧发酵、饲料化、肥料化处理技术进行综合比较,见表1。
表1 厨余垃圾处理主要技术比较一览表
项目 | 厌氧发酵 | 肥料化处理 | 饲料化处理 |
无害化程度 | 较高 | 一般 | 较高 |
减量化程度 | 高 | 较高 | 较高 |
资源化程度 | 较高 | 一般 | 较高 |
技术安全性 | 好 | 较好 | 较好 |
技术先进性 | 先进 | 一般 | 一般 |
技术成熟性 | 成熟 | 成熟 | 较成熟 |
技术可靠性 | 较好 | 较好 | 好 |
能耗 | 低 | 较低 | 较高 |
投资金额 | 较高 | 低 | 较高 |
运营成本 | 较高 | 高 | 低 |
产品应用 | 多 | 较多 | 一般 |
结合我国厨余垃圾的产量、特性和处理工艺的特点,堆肥适合于小型、分散式的处理,不推荐作为城市大规模厨余垃圾的处理方式;饲料化存在同源性污染风险,且产品销路没有政策引导与支持,不能作为厨余垃圾资源化的主要手段;目前国内厨余垃圾处理厂采用厌氧发酵产沼气的工艺大约占到80%,是最有发展前景的处理工艺,适合大规模、集中式的处理。
厌氧发酵是厨余垃圾在无氧或缺氧条件下,被厌氧细菌或者兼性厌氧细菌分解为小分子化合物,并产生甲烷、水和二氧化碳等物质。厨余垃圾在厌氧菌的作用下经过“水解-酸化-产氢产乙酸-产甲烷”四个阶段。有机质先水解为氨基酸、长链脂肪酸等小分子化合物,再进入酸化阶段产生丙酸、丁酸等多种有机酸,有机酸再转化为乙酸和氢气,最终乙酸和氢气在产甲烷阶段转化为甲烷。厌氧发酵的产气情况与发酵条件、物料性质、工艺流程等密切相关,影响反应的环境因素主要有温度、pH值、厌氧条件、C/N、微量元素(如Ni、Co、Mo 等)以及有毒物质的允许浓度等,通常厌氧发酵产生的沼气中甲烷含量为55%~65%。
常规的厨余垃圾厌氧发酵主体工艺流程如图1 所示:
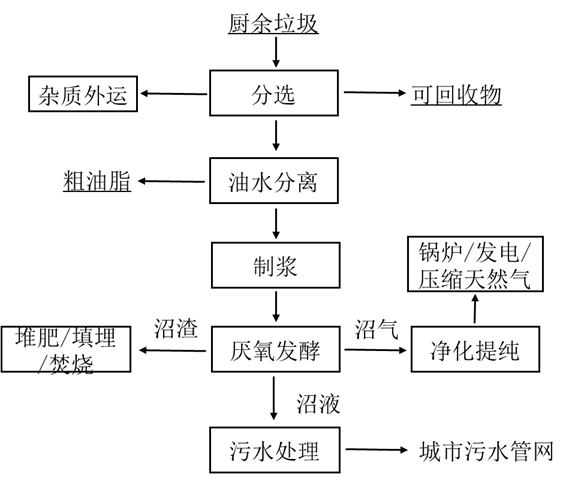
图1 厌氧发酵主体工艺流程
厨余垃圾经收运车辆收集转运至垃圾处理厂后,首先采用物理分选方法筛分出塑料、骨头、筷子等不易降解的大件杂质及金属、砂石等无机物,外运填埋或焚烧处理。厨余垃圾则经破碎筛分后进入油水分离系统,分离出餐厨垃圾中的粗油脂外售。然后经过混合制浆、均质调节后进入厌氧发酵反应器,正式发酵产沼气。
厌氧发酵中产生的沼气通过管道收集,净化提纯后可用于焚烧发电、燃气锅炉热源、家庭用燃气及车用燃料CNG 等。发酵后的厌氧罐出料经泥水分离后,沼液送入污水处理系统进行处理,达到执行标准后排入市政污水管网;沼渣则根据实际情况进行堆肥、填埋或焚烧处理。
按照厌氧反应器的不同操作条件,厌氧发酵技术可分为以下几类:按照固体含量可分为湿式和干式厌氧发酵技术;按反应器运行温度可分为中温和高温厌氧发酵技术;按照反应器阶段数可分为单相和两相厌氧发酵技术;按照进料方式可分为序批式和连续式厌氧发酵技术。
项目 | 湿式发酵 | 干式发酵 | 中温发酵 | 高温发酵 | 单相发酵 | 两相发酵 | 序批式 | 连续式 |
工艺参数 | 含固率 | 温度 | 反应器 | 进料方式 | ||||
<20% | 20~40% | 35~38℃ | 55~60℃ | 单相 | 两相 | 序批 | 连续 | |
优点 | 1.进料传送混合技术简单; 2.反应器内搅拌技术简单; 3.反应速率快,产生气体容易释放; 4.特别适合于含水率高的物料 | 1.有机物负荷高,抗冲击负荷较强; 2.预处理成本相对低廉,反应器小; 3.耗水和耗热量较小 | 1.应用广泛; 2.能耗低; 3.降解过程稳定 | 1.消化时间短; 2.产气率稍高; 3.对寄生虫卵的杀灭率高 | 1.设备较少,投资和运行成本低; 2.运行控制简单 | 1.有机物降解速率较快; 2.产气率相对较高; 3.有效控制产甲烷相的酸化现象 | 1.控制较为简单 | 1.反应器数量较少; 2.占地面积较小; 3.运行成本较低; 4.自动化程度高 |
缺点 | 1.除杂要求高; 2.定期需要清除浮渣层; 3.废水产生量相对较大 | 1.湿垃圾需掺拌干物料或预脱水后处理; 2.设备造价高; 3.物料输送和搅拌困难; 4.沼液废水处理难度大 | 1.停留时间较长; 2.对寄生虫卵的杀灭率低 | 1.需热量多,运行费用高; 2.降解过程不稳定,工艺稳定性较低; 3.氨氮浓度高,泡沫多,臭味大 | 1.有机物降解速率相对较慢; 2.运行不稳定,易产生酸化现象 | 1.投资相对较高; 2.占地相对较大 | 1.反应器数量较多; 2.投资较大; 3.占地较多; 4.运行成本较高 | 1.控制较为复杂 |
推荐 | 湿式发酵 | 中温发酵 | 两相发酵 | 连续进料 | ||||
表2 厌氧发酵工艺比较
目前国内外常用的厌氧发酵反应器主要为升流式厌氧污泥床(UASB)、升流式固体厌氧污泥床(USR) 、完全混合式厌氧消化器(CSTR)。表3为3种反应器的工艺比较情况:
表3 厌氧反应器比较
类别 | CSTR | UASB | USR |
原料类型 | 所有类型有机原料 | 高COD污水 | 有机废弃物 |
原料TS浓度 | 6~12% | <2% | 3~5% |
水力停留时间 | 10~30天 | 1~5天 | 8~15天 |
单位能耗 | 低 | 高 | 中等 |
操作难度 | 中等 | 中等 | 中等 |
产气率 | 0.8~5.0 | 0.3~0.8 | 0.4~1.2 |
经济效益 | 较高 | 较低 | 偏低 |
应用区域 | 全国各地 | 中部、南部 | 中部、南部 |
推荐 | CSTR | ||
结合当前厨余垃圾处理工艺的优缺点及工程应用成熟度分析,厌氧发酵工艺较其他处理技术具有广阔的发展应用前景。综合厌氧各工艺的分析比较,连续式两相中温厌氧湿式发酵是一种值得推广的厨余垃圾处理工艺。从反应器的类型来看,3种常用的厌氧反应器各有所长,USR工艺作为国内较成熟的工艺,适用于中部和南部的低浓度有机质厌氧消化;UASB工艺适用于有机废水处理的能源环保型沼气工程,应用范围较窄;CSTR工艺适应性强、效益高,适用于高浓度进料,目前在全国各地都有应用。
[1]沈超青,马晓茜.广州市餐厨垃圾不同处置方式的经济与环境效益比较[J].环境污染与防治,2010,32(11):103-106.
[2]蹇瑞欢,吴剑,宋薇等.生活垃圾焚烧与餐厨垃圾处理协同处置的分析研究[J].环境卫生工程,2018,26(2):26-28.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



