中车贵阳车辆有限公司 贵 州贵阳 550014 摘要: 铁路货车 356 × 254 密封盖式制动缸为全寿命配件,其在厂、段修时经检修合格后使用,在长达 50 年的使用周期内,缸体等零部件各部状态已存在局部超限的情况,检修完成后装车使用,个别存在性能失效的情况。分析失效情况,提出解决措施,以确保 356 × 254 密封盖式制动缸的性能,保证行车安全。
关键词:铁路货车 356×254密封盖式制动缸 L型皮碗 缸体
近年来,356×254密封盖式制动缸的车辆(P62NK、C62AK)厂内发生几起车辆不制动的问题,结合356×254密封盖式制动缸的设计结构、检修工艺和质量标准,对其不制动的质量问题进行了分析,主要原因为配件磨耗、组装间隙、皮碗组装变形,装配后密封失效导致制动缸漏泄、不制动。
一、356×254密封盖式制动缸密封原理
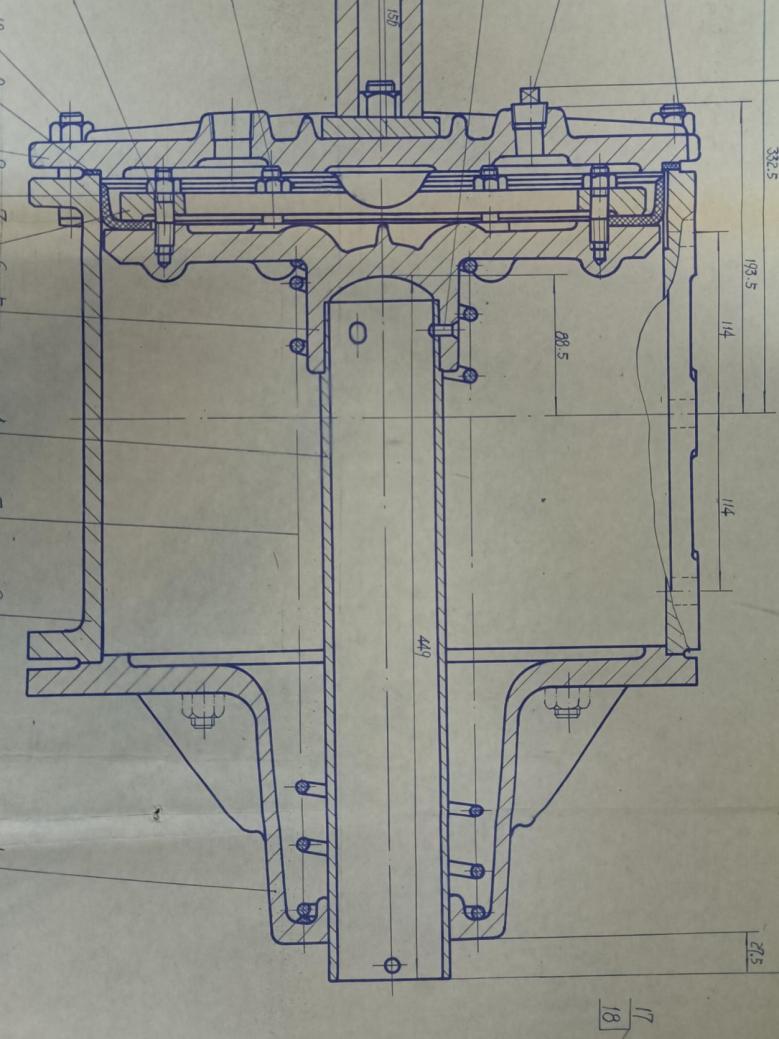
制动缸皮碗在制动缸内为两个面密封,第一个是压板、L皮碗底座面及活塞通过螺栓紧固形成的密封面,第二个是制动缸体内壁与受风压压紧的L皮碗碗面形成的密封面。压板压紧L皮碗底座面,保持稳定的密封作用;L皮碗口部外径大于缸体内径,组装后其外径被压缩,不制动时橡胶弹力使得碗口紧贴缸体内壁,起到密封作用,制动、缓解时弹力加风压(制动缸DN20支管风压与大气压的压差)压住碗口紧贴缸体内壁,起到密封作用。
![]()
![]()

图1:356X254密封盖式制动缸结构图示
二、密封失效分析
(一)、极限磨耗及原型尺寸
1.缸体:制动缸缸体内壁尺寸为356+1 0mm,允许磨耗3mm。356×254密封盖式制动缸70年代装车,各厂修单位均对缸体内壁进行打磨,存在缸体内壁椭圆、局部直径达到360mm情况。
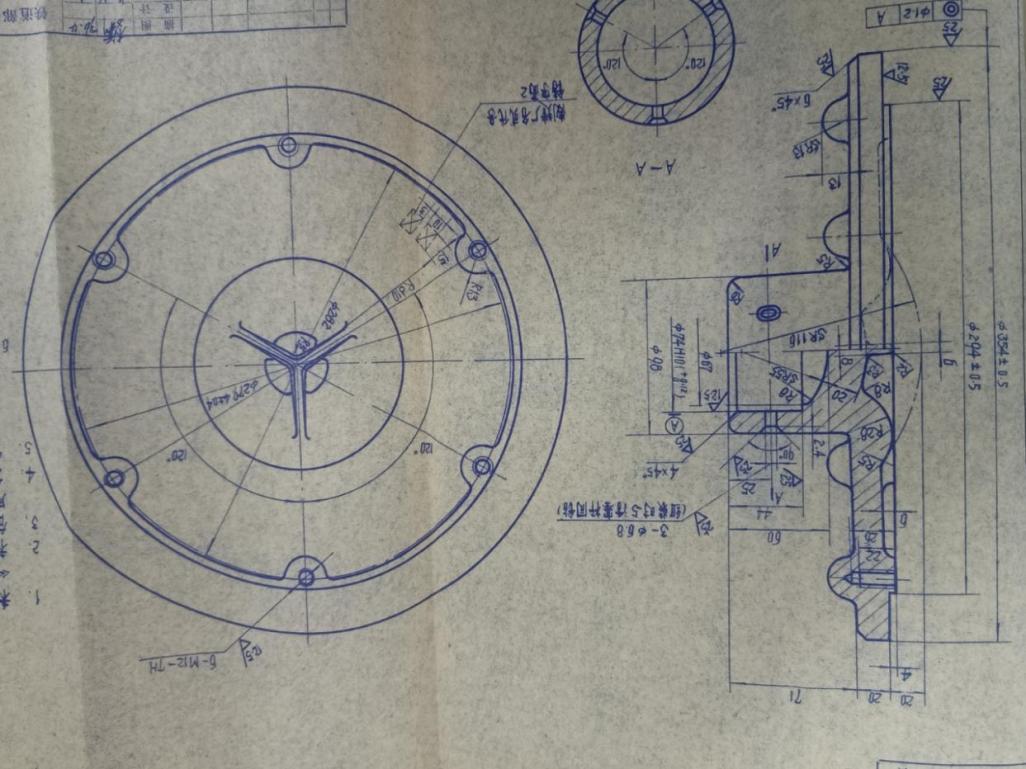
2.活塞:外径354±0.5mm;皮碗安装处有一凸台,高度4mm,直径294±0.5mm;凸台下方的平面与皮碗、压板共同形成第一密封面。活塞未经打磨,外径基本保持原型尺寸。
![]()
![]()
![]()
![]()
图2:356X254密封盖式制动缸活塞图示
3.L皮碗各部:L皮碗内径(D3)294±2mm,与活塞凸台配合;折弯处直径(D4)349mm,该处连接“L”的两个边,碗口外径(D1)364+2 -1mm,与缸体内壁形成第二密封面。
(二)、活塞组成组装情况分析
活塞组成组装时,先用螺栓将活塞、L皮碗、压板预组装,后紧固螺栓,该结构皮碗承受全额螺栓紧固力矩。
![]()
![]()
![]()

![]()
图3:356X254密封盖式制动缸活塞组装图示
1.螺栓紧固力矩20N·m时,皮碗肉眼观察无变形,螺栓无松动。
2.当力矩逐渐加大时,皮碗变形,且碗口收缩;经试验,采用45N·m紧固力矩组装时,皮碗碗口最大收缩尺寸达4mm以上。
3.极限情况下,制动缸L皮碗在受到螺栓挤压时,变形且碗口内翻,“L”的两边夹角局部小于90°,皮碗碗口最大收缩尺寸达7mm;该内翻处不在活塞底部,均会出现局部间隙,造成漏泄、不制动。
(三)、L皮碗与制动缸内壁最大间隙及失效情况分析
1.标准尺寸情况:间隙s=制动缸内径d-皮碗外径D1,即 s=356-364=-8mm。
考虑公差情况下为:s1=357-363=-6mm。考虑到活塞组装后因重力与缸体偏心情况下为:间隙s2=制动缸内径d-皮碗外径D1+(最大缸体内径d-最小活塞外径D1)/2,即 s2=357-363+1.75=-4.25mm。
标准值状态下,皮碗外径比缸体内径大,组装后皮碗被压缩,不存在间隙。
2.缸体极限磨耗漏泄分析:间隙s=(制动缸内径d+3)-皮碗外径D1,即
s=359-364=-5mm。考虑公差情况下为:s1=360-363=-3mm。考虑到活塞组装后因重力与缸体偏心情况下为:间隙s2=制动缸内径d-皮碗外径D1+(最大缸体内径d-最小活塞外径D1)/2,即 s2=360-363+3.25=0.25mm。
制动缸缸体磨耗到极限时,皮碗外径比缸体内径小,组装后皮碗局部未被压缩,存在间隙,此时漏泄发生,产生不制动或制动不稳定现象。
缸体内壁按2mm磨耗量控制时,间隙s2=制动缸最大内径d-皮碗外径D1+(最大缸体内径d-最小活塞外径D1)/2,即 s2=359-363+2.75=-1.25mm。
3.皮碗组装变形量及密封失效分析:若皮碗组装时受到压板组装螺栓压力而变形,变形量大于1.25mm时,该状态下L皮碗被挤压变形部位刚好为制动缸顶部,则此时制动缸缸体内壁与皮碗碗口部也存在间隙。此时,制动缸充风时,存在高压空气从该间隙流出情况,导致制动缸不制动或制动不稳定。
若皮碗组装时受到压板组装螺栓压力变形,变形量大于4.25mm时,该状态下L皮碗被挤压变形部位刚好为制动缸顶部,则标准尺寸下,制动缸充风时,高压空气从该间隙全部流出,导致制动缸不出闸。
4.其他情况
经检修,存在4mm凸台不完整的活塞组成,仅螺柱处有6处分段圆弧凸台。经螺栓组装后,皮碗容易变形超限。
三、解决措施
为确保356×254密封盖式制动缸检修质量和运用安全,提出以下措施。
1.缸体内径尺寸应在359mm内。
2.组装时活塞平放,皮碗与活塞同轴组装,确保正位。压板螺栓组装力矩(20~25)N·m。活塞组成组装后,检查确认皮碗各处无凸起、凹陷。制动缸油脂涂抹前,先组装活塞组成、缸体及前盖,从缸体底部观察,缸体与皮碗各处无间隙。
3.微机性能试验前,手动进行充气、缓解试验,每次试验完成后旋转活塞90°再进行试验,共计四次。
4.活塞与皮碗配合处凸台不成环型的活塞组成报废。
5.必要时将装用356×254密封盖式制动缸在厂、段修时更换为旋压密封式制动缸。356×254密封盖式制动缸型号使用年限已超过50年,已超过两次车辆寿命期,缸体状态不良。
四、结束语
铁路货车制动缸型号多样,356×254密封盖式制动缸属于早期型号,已不再进行制造。其经过长期使用,经磨修、腐蚀等情况,各部性能下降,检修难度增加。为保障其性能,须在组装、检查、尺寸控制各方面加强检修要求,以完成356×254密封盖式制动缸的检修工作。
参考文献
原中国铁路总公司 铁路货车厂修规程 铁总机辆[2018]203号
原中华人民共和国铁道部 铁路货车段修规程 铁运[2012]202号
原中华人民共和国铁道部 铁路货车制动装置检修规则 铁运[2008]15号

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



