中车贵阳车辆有限公司 贵州贵阳 550017
摘要:以轮对压装曲线前端降吨问题为研究对象,经过分析压装曲线前端降吨问题的原因,并提出优化方案来解决此类降吨问题,并提高轮对一次压装质量。
关键词:车轴、轮座磨削、车轮、轮毂孔、上倒角、下倒角、直径、轮对、立车、程序、轮对一次压装合格率
 轮对是铁路货车转向架的重要部件,其质量的好坏,直接影响行车安全。随着铁道车辆的不断发展,轮轴的安全性能要求不断提高。轮对压装工艺要求较高,与其质量相关的轮座磨削、轮毂孔加工两个工序如果任何一个环节出现质量波动,都会影响轮对压装的质量。
轮对是铁路货车转向架的重要部件,其质量的好坏,直接影响行车安全。随着铁道车辆的不断发展,轮轴的安全性能要求不断提高。轮对压装工艺要求较高,与其质量相关的轮座磨削、轮毂孔加工两个工序如果任何一个环节出现质量波动,都会影响轮对压装的质量。
1、原因分析
轮对压装后,发现部分轮对压装后,压装曲线出现前端降吨的问题。如下图所示。

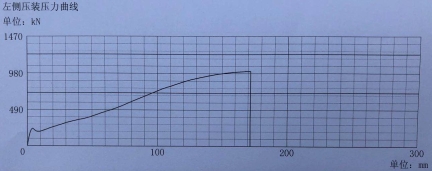
图1轮对压装前端降吨问题
轮对压装前端出现降吨,可能引起的原因:
①轮座磨削时,自轮座引入段末端10mm范围内,出现局部直径经历变大→变小,后又恢复正常。轮座磨削表面表现为鼓状凸起,轮座磨削质量不良。
压装时由于轮座局部直径变大、过盈量突然变大,导致压装力陡升;后又因轮座局部直径变小,过盈量突然变小,导致压装力陡降。此后轮座直径平稳增大,压装力平稳上升。如图所示。
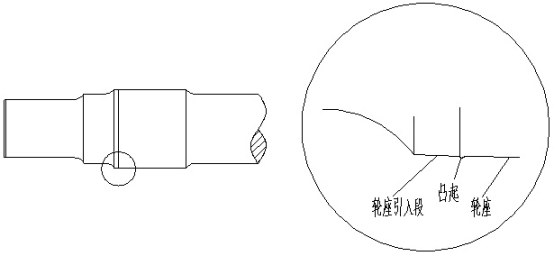
图2轮座磨削不良
②轮毂孔加工时,自上倒角末端10mm范围内,即上倒角与轮毂孔内壁衔接处出现局部轮毂孔直径变小又变大后恢复正常,表现为上倒角末端凸起,轮毂孔加工不良。
压装时由于轮毂孔上倒角末端直径变小、过盈量突然变大,导致压装力陡升;后又因轮毂孔直径变大、过盈量突然变小,导致压装力陡降。此后轮座直径平稳增大,压装力平稳上升。如图所示。
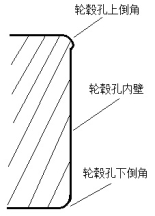
图3轮毂孔上倒角末端凸起
从操作人员、设备等方面,对车轴轮座磨削的车轴、轮毂孔加工的表面质量进行分析。
①轮座磨削工位操作者1名,外圆磨床1台。由于是部分轮对出现压装前端降吨,所以排除了因轮座磨削质量问题导致的轮对压装压力陡升。
②轮毂孔加工工位操作者3名,立车3台。现场加工的所有车轮压装完成后,对压装图表进行检查,发现压装前端降吨问题的轮对均为其中的1台立车加工的车轮。
经过对该立车加工的车轮压装情况进行了1个月的跟踪检查,并对压装图表前端降吨轮对进行了统计,统计结果如下:
表1压装前端降吨轮对占比
压装前端降吨轮对数(对) 不合格轮对总数(对) 占比(%)
12 27 44.44
从以上统计结果可以看出,因该立车加工的车轮导致压装曲线前端降吨的不合格轮对数占到不合格总数的44.44%,比例较高。所以对立车加工的车轮压装出现降吨的问题进行分析及优化势在必行。
对现场该立车加工的车轮轮毂孔加工表面进行检查时,最终发现部分车轮轮毂孔加工后,在轮毂孔上倒角末端与轮毂孔内壁相切的过渡处有轻微凸起,用手触摸部分车轮该处凸起感觉明显,与压装图表曲线显示压力突然陡升后回落部位相吻合。部分车轮轮毂孔加工不良是造成轮对压装前端降吨问题的根本原因。
对该立车工艺设定的加工程序进行分析,其加工工艺为:
粗车:轮毂孔内壁车削(直线加工)
精车:轮毂孔内壁、下倒角,换刀加工上倒角
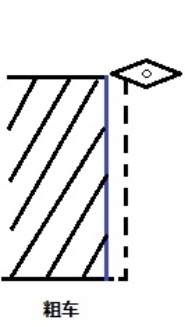
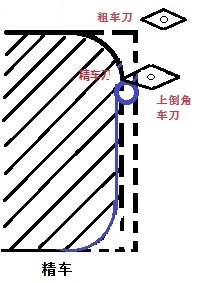
图4程序加工示意图
在进行轮毂孔精车时,车刀从下倒角开始沿轮毂孔内壁进行加工。加工至上倒角起点处停止,更换车刀进行上倒角加工。但由于上倒角车刀加工后期出现磨损又未及时进行刀具补偿,导致部分轮毂孔加工后上倒角起点位置出现偏移,用手触摸时,上倒角起点处有明显凸起。
轮对压装采取过盈配合,过盈量=轮座直径-轮毂孔直径。过盈量越大压装力越大,而轮毂孔上倒角下沿凸起部分的直径比轮毂孔内壁处的直径略小,因此该处的过盈量比正常计算的过盈量要大。
当车轮压装到凸起处时,压装力会突然增大;当车轮压装通过该凸起部位后,由于过盈量降低,压装力会迅速降低,在曲线上显示为一个凸起的波峰后回落,当回落至过盈量恢复正常值开始后,压装力开始逐渐上升。该处压力的变化违反了轮对压装判定合格的设定要求,导致压装不合格。
因此,程序设定的加工方法不合理为导致轮对压装前端降低的主要原因。要想彻底解决轮对压装前端降吨问题,必须改变轮毂孔加工方法。
2、解决方案
2.1对该立车的加工方法进行行程序优化,方案如下:
粗车:轮毂孔内壁(直线加工)
精车:下倒角、轮毂孔内壁、上倒角
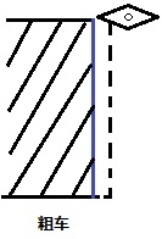
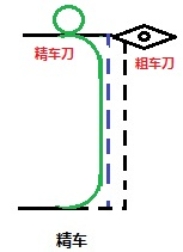
图5程序优化后加工示意图
2.2按照确定的优化方案,重新编写轮毂孔加工程序,粗车程序为轮毂孔内壁直线加工;精车程序改为下倒角、内壁、上倒角加工一步完成,取消更换车刀进行上倒角加工的作业步骤。
3、方案验证
对该立车加工程序进行修改后,跟踪车轮轮毂孔加工表面情况,对轮毂孔进行检查后,未发现有上倒角起点处凸起的车轮。跟踪该立车加工车轮的压装情况,压装后,压装曲线前端正常,曲线前端压装力陡升后回落的问题得到解决。如图6所示。
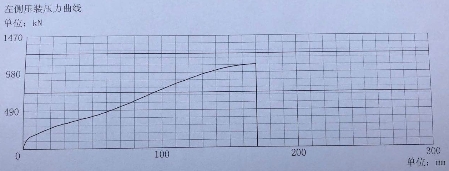
图6程序优化后轮对压装曲线
4、实施效果
程序优化后,对该立车加工的轮对进行跟踪统计3个月,统计结果如下:
表2曲线前端降吨统计
序号 曲线前端降吨轮对数(对) 不合格轮对总数(对) 占比(%)
1 0 15 0.0
2 0 10 0.0
3 0 10 0.0
从统计结果可以看出,经过对该立车的加工程序进行优化后,轮毂孔加工已彻底消除了上倒角末端凸起的问题,并实现了加工车轮压装后降吨问题0的突破,使轮对一次压装不合格轮对数明显减少,同时提高了轮对一次组装合格率。
5、结束语
本次轮毂孔加工程序优化以来,轮毂孔加工表面粗糙度、压装质量保持稳定,消除轮对压装前端降吨的问题。使现场处理的压装不合格车轮数量明显减少,降低了车轮的返修成本,提高轮对一次压装质量。
参考文献:中国铁道出版社有限公司.铁路货车轮轴组装检修及管理规则.2019

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



