中国大连机车车辆有限公司,辽宁 大连 116021
【摘要】牵引杆作为机车牵引传动的重要组成部分,其组对尺寸和焊接质量直接关系到机车走行部分的装配以及机车的运行安全。随着国内铁路事业的迅猛发展,以及对铁路装备高速重载的要求,铁路机车对牵引杆的要求也越来越高,制作合适的组焊工装来保证牵引杆的组对尺寸就显得极为必要。为此本文根据设计图纸及工艺要求,对组对工艺和方法进行了分析,设计了专用的组焊工装来满足牵引杆的组对和图纸技术要求,并对其它车型类似结构的组对有很好的借鉴作用。
【关键词】机车牵引杆 工艺分析 工装设计
1.前言
机车牵引杆是机车牵引传动的重要组成部分,其组对尺寸和焊接质量直接影响到机车走行部分的装配以及机车的运行安全,因此其生产制造历来是机车生产过程中的重点工序之一。牵引杆是用来传递机车车体与转向架之间的牵引力和制动力,其一端连接在转向架上,另一端连接在车体底架上。在机车运行过程中,牵引杆与连接杆、拐臂等装置联动。随着国内铁路事业的迅猛发展,以及对铁路装备高速重载的要求,铁路机车对牵引杆的要求也越来越高。因此,制作合适的组焊工装来保证牵引杆的组对尺寸就极为必要,使得牵引杆可以高质量、高标准、大批量地进行生产,并且可以为其它车型类似结构的组焊提供参考借鉴。
2.牵引杆结构及技术要求
机车牵引杆的结构如图1所示。其长度为1565mm,由牵引杆端头、杆管和叉头焊接组成,材质一般为Q345E或Q460E类低合金高强度结构钢。要求保证端头和叉头的垂直度误差不大于1mm,横向孔距保证1350±1mm。

图1 牵引杆结构示意图
3.组对工艺分析及方法
现有工艺技术方案只是采用一种简易定位的组焊平台,作为牵引杆组焊的工装设备。组焊方法是将牵引杆的一端端头与杆管进行定位后,对焊缝进行焊接,然后另一端端头与杆管再次进行定位,再对焊缝进行焊接。这样需要反复吊装2~3次,才能完成整个牵引杆的焊接。由于定位夹紧装置不具备组对的可调节性,极大的降低了产品的组对效率,无法保证大批量生产作业,同时也很难保证产品的质量。
通过对产品图纸及技术要求进行分析发现,牵引杆的杆管两端加工成沉孔结构,端头与叉头的尾端加工成凸台结构,与杆管形成间隙配合,便于三者之间的纵向定位。牵引杆的端头和叉头相互垂直,并且在水平方向上存在一定的高度差。因此在组对时,需要保证端头与叉头的垂直度,以及端头、杆管、叉头三者之间的直线度。为此,采用2组间断型V形块来定位和支撑杆管,端头垂直于水平面布置,并使其端面靠紧定位装置,使之与平台台面垂直,叉头平行于水平面,并置于平台台面上,保证二者的垂直度。
4.组焊工装整体结构概况及重点组对过程
4.1工装结构设计
组焊工装的结构如图2所示,工装由组对平台、V形定位块、定位装置、夹紧装置、调节丝杠、上部可移动式夹具、直线导轨组件、压板、调整垫片等组成。组对平台采用型材槽钢组焊成框架结构,平台的强度和刚度可满足设计使用要求。平台整体焊接后再在台面上加工出定位凹槽和螺纹孔,用来固定V形定位块,定位装置、夹紧装置、调节丝杠、直线导轨等。定位装置及台面上有供端头孔和叉头孔定位的中心线标记。一侧的调节丝杠通过螺栓固定在平台台面上,另一侧的调节丝杠采用压板和调整垫片固定的形式,方便根据不同牵引杆的设计尺寸调整合适的位置。平台两侧加工出两排螺纹孔,用来布置直线导轨组件,供台面上方可行走的龙门式夹具往复移动。
考虑到工装设计的通用性,提高工装的利用率,整个工装设计为可拆卸结构,定位装置、夹紧装置等零部件均通过螺栓联接固定在平台上,便于零部件损坏及磨损后的更换,大部分零部件拆卸后也可用于其他车型部件的工装,节省了工装的投入费用。
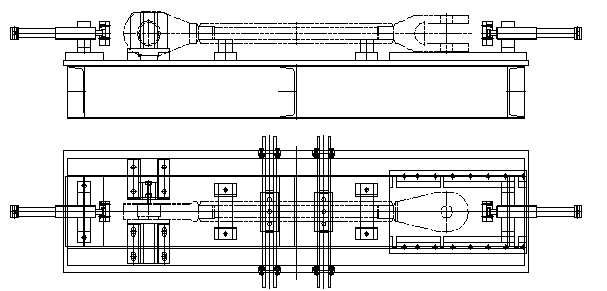 图2 牵引杆组焊工装图
图2 牵引杆组焊工装图
4.2重点组对过程
组对牵引杆时,可以通过控制端头、叉头与杆管的相互位置关系,达到快速精准的组对操作,提高组对效率。因此先将杆管放置于工装的V形定位块上,初步调整其在水平方向的位置;然后将端头垂直于台面放置,尾端伸入杆管,端面靠紧定位装置,并用调节丝杠调节端头在水平方向的位置,待端头孔的中心线与定位装置的中心线对齐后,用夹紧装置夹紧;再将叉头水平放置于台面上,尾端伸入杆管,并用调节丝杠调节其在水平方向的位置,使叉头孔的中心线与台面上标记的中心线对齐。随后将上部可移动式夹具移动至杆管的上方,将杆管压紧后对焊缝位置施定位焊,定位焊为3处,焊缝长度10~15mm,焊缝位置要求均匀分布。最后松开所有夹具,将移动式龙门夹具移动至工装两端后,将牵引杆吊出至专用焊接变位器上进行焊接,变位器选择单轴360度旋转结构,转速可调节。
5.结语
按照上述的组对顺序和工艺方法,通过使用专用的组对工装,使得操作简单、可靠、快捷,降低了工人劳动强度和生产成本,提高了组对效率和产品质量,满足机车牵引杆的大批量生产需求,并对类似结构的工装设计有很好的参考价值。
参考文献:
[1]成大先,机械设计手册第5版【M】,北京:化学工业出版社,2004,1.
[2]陈立德,工装设计【M】,上海:上海交通大学出版社,1999.
[3]陈焕明,焊接工装设计基础 【M】,北京:航空工业出版社,2004,1.
[4]王政,焊接工装夹具及变位机械【M】,北京:机械工业出版社,2001,1:40—42.
[5]李益民,机械制造工艺设计简明手册【M】,北京:机械工业出版社,2011.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



