(吉林紫金铜业有限公司,吉林 珲春133300)
摘要:简要介绍了稀氧燃烧在回转式阳极炉生产实践。稀氧燃烧系统投用后,吨铜天然气成本降低百分之五十,每年降低天然气成本600多万元,降低收尘及排烟系统负荷,节省用电量,无NOx排放,绿色环保,为降本增效、清洁生产做出贡献。
关键词:回转式阳极炉;LNG;清洁生产;降本增效。
对于传统烧嘴,在天然气燃烧的基础上,还需氧气助燃,如果在生产过程中发生操作不正确的情况,造成天然气不能完全燃烧,存在安全隐患和能源浪费。稀氧烧嘴因为将天然气作为主燃料,由于烧嘴孔径比较小,燃料供给压力较大,维护的基础上,烧嘴孔便无需进行
清理,也不会有管道堵塞,生产中具备连续性的特点,这样有助于操作人员劳动强度的降低,并且也使单位吨阳极铜的能耗得到有效降低。
一、稀氧燃烧技术革新实施方案
1、总体目标
提高烟尘中铜的回收率,有效解决烟尘达标排放的环保问题,同时吨阳极铜的能耗可下降50%.稀氧燃烧产生的烟气量约为空气燃烧天然气烟气量的22.4%,每吨阳极铜的能耗由应用前的大于88kgce降低至42kgce。稀氧燃烧技术对铜水提温较快,加速了除硫脱硫作业,炉内温度调整灵活、迅速,还原结束铜水温度达到1190℃以上,满足阳极板正常浇铸的需要。
2、主要内容
解决目前空气及富氧燃烧系统天然气不完全燃烧造成的生产安全隐患,提高烟尘中铜的回收率, 辐射热高,有利于物料加热,增加产能,提高物料处理能力。
4、重点解决的关键技术问题
4.1技术特点
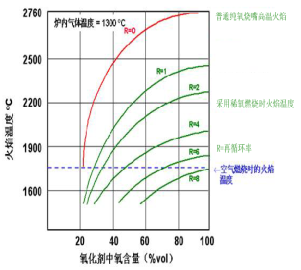 以纯氧为助燃介质进行助燃,以高速卷吸理念为设计依据,通过氧气高速射流卷吸炉内烟气,降低火焰温度(烟气再循环率R与炉内温度曲线表见右图),采用自身冷却方式,无需任何强制冷却措施。
以纯氧为助燃介质进行助燃,以高速卷吸理念为设计依据,通过氧气高速射流卷吸炉内烟气,降低火焰温度(烟气再循环率R与炉内温度曲线表见右图),采用自身冷却方式,无需任何强制冷却措施。
4.2纯氧卷吸燃烧原理
5%~15%氧与燃料以较低速度从烧嘴轴线进入,85%~95%氧气从周围环绕的小孔中高速喷出,卷吸炉内烟气,降低火焰温度。
纯氧卷吸燃烧优点
①、火焰温度可控制1500℃内,对炉子耐火材料要求大大降低;
②、自身冷却,无需任何冷却措施;
③、辐射热高,有利于物料加热,增加产能;
④、热损失小,节能率50%;
⑤、后续烟气回收系统减小,节约投资,同时降低生产成本;NOx排放少,绿色环保。
单氧气喷头与多氧气喷头烧嘴性能比较
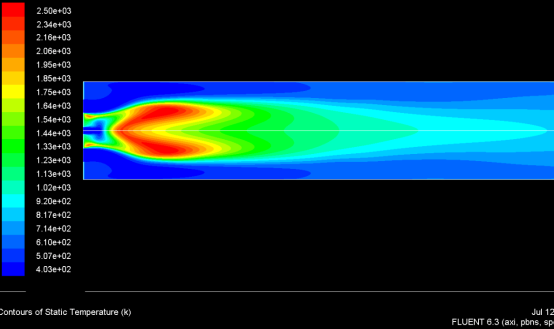
燃烧温度场模拟—多氧气喷头
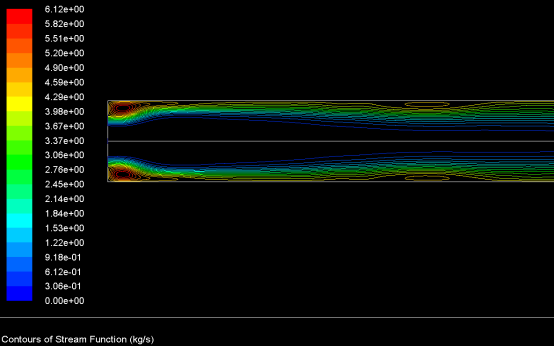
燃烧流动场模拟—多氧气喷头
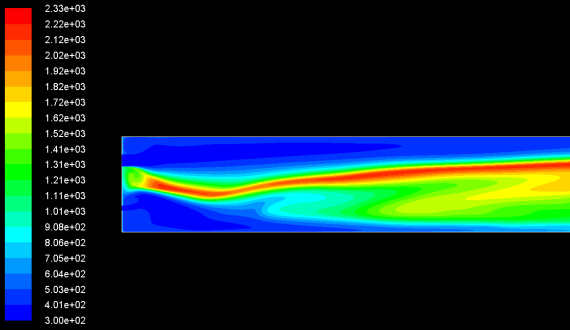
燃烧温度场模拟—单氧气喷头
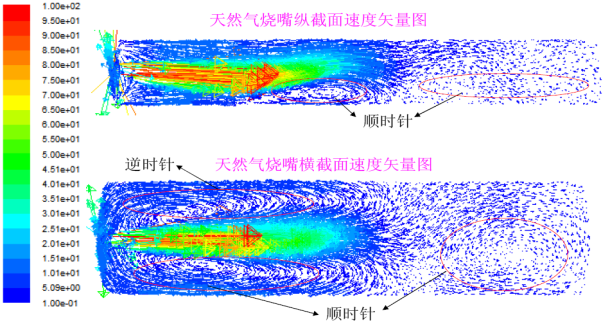
燃烧流场数值仿真模拟
从CFD软件所做动态模拟可以清楚的看出:
纯氧烧嘴结构采用10~15%的助燃氧气与天然气进行预混燃烧,形成稳定的根部火焰。
我公司纯氧卷吸烧嘴氧气喷枪采用85~90%氧气从烧嘴圆周上环管高速喷出,卷吸炉内烟气,其他纯氧烧嘴氧气喷枪仅通过一根氧气喷管将氧气高速喷出。采用氧气环管喷射的氧气流与单喷管喷射氧气流比较起来,多氧气喷口温度场、流动场的均匀性明显要好于单氧气喷口烧嘴,由于卷吸面积也相应增大,卷吸率也相应增大,多氧气喷口烧嘴产生烟气平均温度比单氧气喷口烧嘴降低约150℃。
多氧气喷口烧嘴燃烧使炉内烟气流动更加均匀,加强炉内的辐射热,炉子加热效率提高。
多氧气喷口烧嘴可以有效解决单氧气喷口烧嘴容易出现的温度场不均匀而导致炉内耐火材料局部烧嘴的问题。
4.3纯氧卷吸燃烧器

 正常运行时,天然气喷枪外套管引入压缩空气作为助燃介质,取代氧气助燃。天然气枪引入压缩空气后对整个炉子的运行状况有了较大改观。首先,新型纯氧燃烧器火焰长度加长,燃烧200-350kg/h重油火焰长度可由传统纯氧燃烧器火焰长度3.5-4.5米增加到6-8米,火焰长度的增加,火焰对流换热区域增大,对阳极炉整体加热保温起到明显效果,有效解决了纯氧燃烧系统应用后阳极炉端墙温度高,炉尾温度低的缺陷,与传统纯氧燃烧器相比,能进一步节能5-10%以上。
正常运行时,天然气喷枪外套管引入压缩空气作为助燃介质,取代氧气助燃。天然气枪引入压缩空气后对整个炉子的运行状况有了较大改观。首先,新型纯氧燃烧器火焰长度加长,燃烧200-350kg/h重油火焰长度可由传统纯氧燃烧器火焰长度3.5-4.5米增加到6-8米,火焰长度的增加,火焰对流换热区域增大,对阳极炉整体加热保温起到明显效果,有效解决了纯氧燃烧系统应用后阳极炉端墙温度高,炉尾温度低的缺陷,与传统纯氧燃烧器相比,能进一步节能5-10%以上。
由于中心压缩空气的引入,起到了较强的卷吸效果,进一步降低了火焰的整体温度,同时也增大了火焰离端墙及烧嘴的距离(根部火焰离炉头500mm以上),从而延长了喷枪、烧嘴转及炉端墙砖的使用寿命。
氧气喷枪喷嘴采用拉法尔喷嘴,与普通直喷嘴相比,拉法尔喷嘴阻力系数小,流速高,可达到超音速,增加氧气流速可以大大提高氧气的卷吸动量及火焰长度,卷吸率的提高可以降低火焰的整体温度,减少氧气燃烧高温对炉体内衬的烧损。
氧气喷枪拉法尔喷嘴材质采用进口合金材料(因康镍合金),与传统的310S材质相比,使用温度可提高150℃,大大增强延长了枪头的使用寿命。喷枪材质提升后,喷枪使用寿命与310S材质相比可以延长3-4个月。
燃烧器操作灵活性高,调节比范围(20%~110%),燃烧器可满足阳极炉自动点火启动及缓慢升温烘炉要求。燃烧器施工过程中保证绝对最小的维护工作量。
燃烧器控制过程中,随着负荷变化及工艺要求,氧气、燃料流量可进行比例调节,最终达到燃料与氧气的理想混合与燃烧。
燃烧器耐火砖采用铬刚玉砖耐火材料,耐温及耐冲刷强度高,防止燃烧器因为温度过高而导致烧损,延长燃烧器的寿命。
氧枪接口均采用螺纹快装接头的连接方式,拆卸及更换方便。为了考虑炉体旋转时管道连接方便,氧气连接均为金属软管连接。
4.4阀组及管路系统
燃烧器管路系统采用阀组撬块形式整套供货,无需现场安装,减少现场安装时间。管路系统严格按照氧气、天然气相关规范进行设计,所有现场仪表均为防爆型。管路系统包括手阀、过滤器、减压阀、流量计、流量调节阀、压力开关、压力变送器、压力表等设备。压缩空气管路可以根据炉膛要求,自动调节火焰长度。

4.5控制系统
阳极炉采用单独的一套控制系统对燃烧器进行自动控制及比例调节。
集控室内设PLC控制柜一台,用于远程自动控制燃烧器设备自动点火以及所需的联锁保护及燃烧器的比例调节。
程控柜内含SIMATICS7-300系列PLC主机、直流24V稳压电源及扩展机输入/输出信号扩展继电器。PLC是整个系统的核心,所有的逻辑运算都在此完成,所有的输入输出信号都在此集中,由PLC根据输入信号进行逻辑判断处理,然后向外部发出指令。系统同时具有参数同步化和自诊断等功能。PLC通过组态与上位机WinCC系统进行连接,燃烧及保护系统所有的操作由上位机来实现。整套控制系统能够独立完成燃烧系统的灭火保护;自动吹扫;压力联锁保护;状态显示报警;天然气、氧气流量的比例调节及自动跟踪。所有事故报警等将导致系统自动关断或者进入低流量运行模式。
二、实施后的效果评价
稀氧燃烧技术应用于回转式精炼炉后,对除硫过程脱硫影响较大,脱硫速率明显加快。该技术应用前,在炉内熔融粗铜水中含硫约0.6~0.8时,通常除硫作业时间至少需消耗3~4h。而稀氧燃烧技术应用后,在炉内熔融粗铜水中含硫等同情况下,仅需1.0~1.5h。这是因为,稀氧燃烧精炼过程,在除硫作业待料或熔料期间,回转式精炼炉可以提前改变燃烧模式,适当提高富氧与天然气的比例系数,调整炉内除硫气氛,炉内有大量富余氧气,通过风口通入氮气搅拌,加快铜水中的硫与氧的除硫反应,将除硫作业提前,可缩短后续除硫作业时间,提高了有效作业率,提高产能精炼过程最佳脱硫温度为1120~1150℃,温度越高,脱硫速率越低。而回转式精炼炉在除硫作业前,除接收足够的吹炼热粗铜外,常还需适当补充部分冷粗铜或其他杂铜,以增加单炉处理量。在精炼炉进入除硫作业前,炉内熔融铜水温度常在1120℃左右,此偏低铜水温度也不利于快速脱硫。为加快脱硫速率,必须提高温度至1150℃左右。由于稀氧燃烧技术具有热量利用率高,烟带走的热量少,对铜水提温较快的特点,特别是对铜水的提温明显快于应用前的煤气燃烧模式,尤其在1120~1150℃温度范围内,稀氧燃烧的提温更明显,耗时较短,这也是稀氧燃烧技术应用后能在较短时间内完成除硫作业脱硫过程的原因之一。稀氧燃烧技术应用后对精炼炉还原过程带来的便利更是显而易见的。传统还原作业前,除硫结束温度至少达115O℃即可进入还原作业。然而,当还原过程操作不当时,可能导致还原结束温度低于1190℃,低于浇铸阳极板所需的最低温度,无法满足浇铸作业时,常需再次除硫后又还原,以此来提高铜水温度,确保浇铸过程的顺利进行。然而,稀氧燃烧技术应用后,常在1150℃左右甚至1180℃以上均可停止烧嘴枪运行,取出J枪和L枪,在还原过程不向炉内供天然气或供氧气,直接喷还原剂还原,还原结束铜水温度仍可保证在1190℃以上。如果除硫结束铜水温度在1120~1150℃,即可进入还原作业。此时,稀氧燃烧的天然气枪和氧枪不能停止工作,操作上需作适当调整,略微提高些天然气,同时增加富氧量,富氧与柴油量的比例提高即可,通过部分富余氧气助燃铜水表面不完全反应的还原剂充分燃烧,也可以达到提高铜水温度的目的。
1、稀氧燃烧的烟气量约为天然气燃烧烟气量的22.4,理论上烟气排放量减少了77.6,减少了2069.8MJ的热量损失。
2、稀氧燃烧技术应用后,吨阳极铜的能耗降低了5O%以上,炉况的可控性强,操作简单、参数调整快捷,缩短了单炉期的作业时间,提高了有效作业率和单位时间内的产能。
3、对偏低或偏高的初始还原铜水温度,通过相应的技术调整,均可达到还原结束铜水温度1190℃以上,满足阳极板正常浇铸所需温度。
三、技经分析
1、节约成本:
改稀氧燃烧后每天可节约:8733-4600=4133Nm3
5月LNG单价为2.389元/ Nm3,每天可节约成本:4133*2.389=9873.7元。每月LNG可节约成本为:9873.7元/天*30天=296212元。
用电节约成本:每月110KW*24*0.62*30=49104元。
2、增加成本:
稀氧燃烧每天需增加用氧量约为4500 Nm3,目前自产氧气成本每Nm3约0.25元,每天增加成本为1125元,每月增加33750元。外购氧气成本每Nm3约0.6元,每天增加成本4500*0.6=2700,每月增加81000元。
3、综合计算:
自产氧气:改稀氧燃烧每月可节约成本:296211+49014-33750=311475元,每年节约成本373.77万元。
外购氧气:改稀氧燃烧每月可节约成本296211+49014-81000=258225元,年节约成本309.87万元。
4、投资费用:
单台炉投资55万元
维修费用:1万元/年
设备折旧:13万元/年(注:按十年折旧)
备品备件费用:2万元/年
5、单台炉年净收益为:
自产氧气:373.77-1-13-2=357.77万元
单台炉的静态投资回收期为:55/357.77=0.15
外购氧气:309.87-1-13-2=293.87万元
单台炉的静态投资回收期为:55/293.87=0.18年
6、环保优势
投入稀氧燃烧系统,
四、取得的经济效益或安全环保及职业卫生评价
稀氧燃烧系统投用后,吨铜天然气成本降低百分之五十,每年降低天然气成本600多万元,降低收尘及排烟系统负荷,节省用电量,无NOx排放,绿色环保,为降本增效、清洁生产做出成绩。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



