广州特种承压设备检测研究院 510663
摘要:特种设备承压部件焊缝超声检测,参照NB/T47013.3-2015《承压设备无损检测 第3部分 超声检测》标准,制定相应的检测工艺和操作指导书,根据工艺或操作指导书中的相应要求实施检测,并依据相应标准中的质量分级进行缺陷级别评定。由于脉冲反射法超声检测仅依靠抽象了A型回波对于焊缝中的缺陷进识别与判断,需要依靠丰富的现场实践经验,而相关标准并未对缺陷识别与判定方法作详细介绍。笔者在多年现场检测中积累了一定的实践经验,本文介绍特种设备承压部件对接焊缝脉冲反射法超声检测中缺陷和伪缺陷的识别方法,为现场检测缺陷判定提供指导。
关键词:超声波检测、伪缺陷、变形波
1 六种常见的伪缺陷
特种设备承压部件对接焊缝超声检测,常见的伪缺陷有六大类,分别为:(1)根部焊瘤反射波,(2)表面波/油波,(3)变形波(纵波),(4)上表面反射波(横波),(5)余高反射波,(6)扩散声束反射波。根部焊瘤反射波、变形波(纵波)、上表面反射波统称为“山形波”。
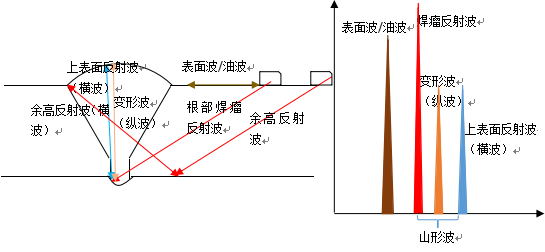
图1 常见的伪缺陷示意图
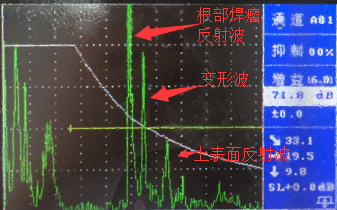
图2 “山形波”波形图
1.1 表面波/油波
超声波声束具有一定扩散角,当上扩散角一定大时,钢中存在上扩散角为90°的横波,且沿着工件表面传播,即为表面波。可以简单的理解为,表面波是沿着工件表面传播的横波。当选用的探头K值较大、晶片尺寸较小、频率较小等条件时,会导致超声波声束扩散角增大,沿着工件表面传播的横波分量越多,表面波愈加明显。
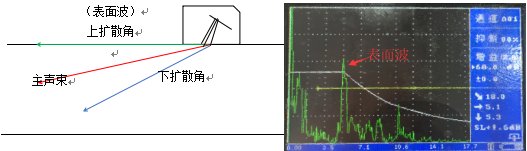
图3 表面波成因及波形图
表面波波形较宽,呈三角形状,用手蘸油拍打探头前部,表面波会明显跳动或者完全消失。油波波形较宽,当探头固定不动,清除探头前部多余的耦合剂,油波消失。
表面波或油波不能真实的反映缺陷情况,通常被认为伪缺陷波,且易掩盖真实缺陷,或被误认为缺陷回波,造成误判。因此,应尽量避免表面波的存在,选择合适规格的探头,是避免表面波存在的最佳方式。
1.2 根部焊瘤反射波
根部成型良好的单面焊双面成型的焊缝,会在焊缝根部会形成一道圆滑的余高,称之为根部“焊瘤”。根部“焊瘤”曲率较大时(半径较小),根部焊缝反射波较强,波幅较高。当锯齿扫查时,由于焊缝壁厚较薄,该反射波将在仪器屏幕中将一直出现,影响缺陷的识别,容易造成误判。但参照根部反射波的情况,也可分析焊缝中缺陷。
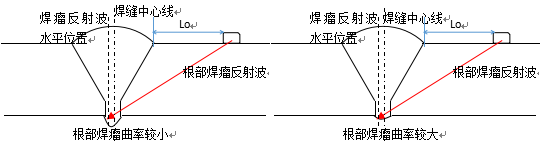
图4 根部焊瘤回波成因示意图
根部焊瘤反射波特征:(1)通常情况下根部焊瘤反射波深度大于工件厚度T,小于T+2mm。对于焊缝成型不良时,焊缝根部的焊瘤可能较大时,此时根部焊瘤反射波深度可能为T+3mm。
(2)反射波的水平位置,一般大于探头前沿至焊缝中心的距离,无论在那一侧扫查,这一条均能满足。
(3)对于相同厚度的工件,在整条焊缝扫查过程中,当K值不变时,探头前沿至焊缝中心线的距离不变,或者说探头前沿至焊缝边缘的距离Lo不变。
(4)采用不同K值的探头,焊瘤反射波的波幅不同,但水平位置和深度基本一致。
1.3 变形波(纵波)
在两种不同阻抗的介质中,当横波入射角小于第三临界角时,在反射波中,既有横波又有纵波,而横波变为纵波的过程称之为波形转换,纵波也可称为“变形波”。
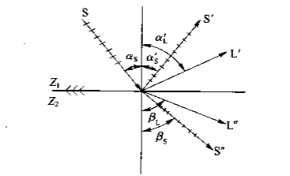
图5 超声波波形转换原理示意图
斜探头横波检测焊缝时,当超声波横波声束入射至焊缝根部焊瘤,存在钢/空气两种介质,此时会发生波形转变,即横波变为纵波。当横波入射角度合适时,纵波会垂直入射至焊缝上表面,此时反射波幅较高。大多情况下,该入射横波为某个扩散角度的声束,因此波幅一般小于焊瘤反射波。
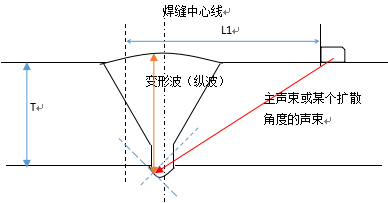
图6 根部变形波成因示意图
变形波(纵波)特征:(1)变形波的多出现在焊瘤反射波后面,工件厚度越薄,越接近根部焊瘤反射波,位于“山形波”的中间位置。
(2)当整条焊缝的根部焊瘤形状相近、工件厚度和探头K值不变,变形波在超声波仪器屏幕显示的水平值和深度值近似固定值。移动探头,找到变形波波幅最高时,探头前沿至焊缝边缘的距离也是近似固定值,“变形波”可以利用三角函数计算其深度和水平值。
(3)用尺子量取屏幕中的水平值L1,貌似位于探头对侧,且靠近焊缝边缘位置,深度也在焊缝下半部分。当然厚度不同的工件,水平距离和深度值也不同,这点也切莫生搬硬套,可根据下列公式灵活应变。通常工件越薄,水平值越靠近焊缝中心位置,深度值越靠近根部。
设工件厚度T、探头K值(换算成钢中横波入射角β=arctan(K))、探头前沿值L0、根部焊瘤高度t、钢中横波声速CS、钢中纵波声速CL,则仪器屏幕变形纵波水平值读数L1,深度值H1理论推导公式见公式(1)、(2)。
 (1)
(1)
 (2)
(2)
1.4 上表面反射波(横波)
超声波声束入射至根部焊瘤时,既有波形转换的纵波,同时存在反射横波,即横波经过根部焊瘤反射后,反射横波垂直入射上表面余高,形成上表面反射波。
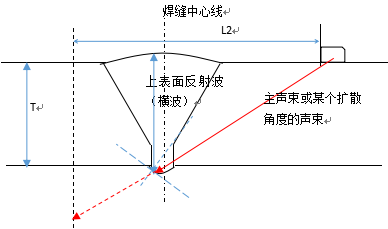
图7 上表面反射横波成因示意图
上表面反射波(横波)特征:(1)上表面反射波与变形波的特征非常相似,但由于反射横波的声速小于变形波(纵波)的声速,因此,上表面反射波位于根部焊瘤波和变形波后。仪器屏幕显示的水平位置一般在探头对侧,且位于焊缝外。在整条焊缝中,该反射波波幅最高时,探头距离焊缝的位置也基本固定。
(2)当根部焊瘤曲率越小(半径较大),K值越大,该波反射较强,而根部焊瘤反射波和变形波较低,甚至消失。该反射波会在二次波中显示,严重影响缺陷二次波缺陷的识别。工件越厚,仪器屏幕中的水平读数距离焊缝中心位置越远,也可通过三角函数推导计算。
设工件厚度T、探头K值(换算成钢中横波入射角β=arctan(K))、探头前沿值L0、根部焊瘤高度t、钢中横波声速CS、钢中纵波声速CL,则仪器屏幕水平值读数L2,深度值H2理论推导公式见公式(3)、(4)。
 (3)
(3)
 (4)
(4)
1.5 余高反射波
如果采用三次波来检测,应考虑余高反射波的干扰。一般余高反射波深度读数略大于2倍板厚,水平位置距离焊缝中心偏探头对侧,如果上表面余高较高时,可能位于焊缝的焊趾部位。一般情况下,通常在满足标准要求和工艺规定的前提先,应尽量选用一、二次波检测,即直射法和一次波反射法,而三次波中可能包含较多变形波及其它反射波,可能掩盖缺陷回波或误认定为缺陷波,易造成误判或漏检,且超声波声束经过多次反射后,波的能量较低,检测信噪比较差,且误差值也随之增大,不利于检测。
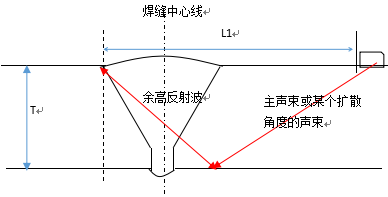
图8 余高反射波成因示意图
1.6 扩散声束反射波
横波斜探头横波入射至工件内部时,超声波声束具有一定扩散角,当超声波入射至焊缝内壁焊瘤或其他结构时,仪器屏幕中可能存在该焊瘤或结构的最高反射回波,由于角度原因,最高的反射回波并非是主声束的反射波,因此仪器屏幕中显示的焊瘤或其他结构反射波的水平和深度位置与实际相差较大,造成误判为缺陷回波。
针对此类扩散声束反射回波的判定,可选用其他不同K值的探头对该部位扫查,若为扩散声束反射回波,更换不同K值的探头后,此时屏幕中最高回波的水平和深度值与之前显示的值不同。
2 焊缝缺陷回波辨别
特种设备承压部件焊缝进行超声检测时,若发现仪器屏幕中存在疑似回波,首先应对其进行分析,确定是否为上述6种常见伪缺陷的其中之一,若排除伪缺陷的可能,则根据依据缺陷分析的方法对其判定,焊缝常见的缺陷有焊缝表面和近表面缺陷,焊缝中部缺陷,焊缝根部缺陷,其中焊缝表面和近表面缺陷、以及根部缺陷为超声检测判定难点,常见焊缝缺陷种类包括裂纹、未熔合、未焊透、夹渣、气孔等类型。
2.1 焊缝表面和近表面缺陷
超声检测对于焊缝表面及近表面缺陷,若采用直射法检测,当缺陷深度较小时,缺陷可能处于探头超声场的近场区或者盲区内,此时缺陷检出率较低,易漏检。针对表面及近表面缺陷通常采用一次反射法检测,但该方法也可能存在缺陷漏检情况,表面及近表面缺陷反射波容易与焊缝表面结构反射波混淆,造成漏判。应配合其他表面检测方法进行检测,如:爬波法超声检测、磁粉检测、渗透检测等方式。
2.2 焊缝内部缺陷
焊缝内部缺陷有未熔合、裂纹、气孔、夹渣、双面焊未焊透等,针对焊缝内部的缺陷扫查,通常焊缝下半部分采用直射法扫查,上半部分采用一次波反射法扫查。对焊缝进行扫查时,可找准焊缝根部焊瘤反射回波,以此作为参考,若发现疑似回波,其判定方式主要依据仪器中显示的水平位置值及深度值,找到反射体的最高回波,量取反射的水平位置,绘制简单示意图作为参考,若显示为焊缝中,则很有可能是焊缝内部缺陷反射回波。
发现疑似缺陷回波时,应采用其他方式验证,如采用其他K值的探头对其进行复查,以及探头在不同位置扫查,复核探头灵敏度。若其他K值或其他位置扫查均能发现该反射回波,且水平位置和深度相差无几,则可判定为焊缝中缺陷。
2.3 焊缝根部缺陷
焊缝根部的主要的缺陷有根部未焊透、根部裂纹等,而根部缺陷回波与根部焊瘤、内壁结构等反射波易混淆,特别是管道或容器无法观察焊缝根部情况,难以区分。针对根部缺陷检测笔者总结了几种区分的方法。
![]()
图9 根部焊瘤与缺陷反射波成因示意图
(1)观察看回波波形是否存在多峰,或者能明显辨别出根部焊瘤波,如果回波存在多峰情况、或者有回出现在焊瘤波之前、或者根部位置存在多个回波,应怀疑为缺陷回波。
(2)观察回波波高,若根部存在未焊透或裂纹,通常会形成端角,超声波入射至端角时,回波较高,特别是根部未焊透,其回波可超过评定线20dB,而焊瘤回波高度主要取决于根部成型情况,根部成型良好,通常其回波高度远远低于未焊透或根部裂纹。
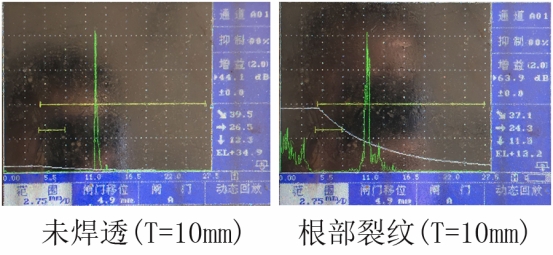
图10 根部未焊透与根部裂纹回波波形图
(3)找到该反射体最高回波,若仪器显示深度大于板厚2mm左右,应区分是否为根部焊瘤反射波,具体方式参考上述第1.5条方法,若显示深度小于等于板厚,应更换其他K值探头,确定其是否为主声束的回波,上述情况均确认后,方可怀疑其为缺陷反射回波。
(4)找到反射体最高回波,量取反射体位置,若反射体位于焊缝中心偏探头侧,且在探头另外一次扫查时水平位置相同,则因该怀疑为缺陷反射波,反之参考上述第1.5条方法分析是否为根部焊瘤反射波。
(5)扫查过程中观察仪器屏幕中的波形变化,是否存在“山形波”,若存在“山形波”,则说明焊缝根部成型良好,焊缝根部存在缺陷的可能性较小。
3 总结
对工件进行超声检测前,首先要了解被检工件的规格、材质、结构,工件结构、焊接方式、焊缝坡口型式、焊工水平等客观因素。了解焊缝是否存在不等厚、错边等情况,掌握了这些客观因素有助于对缺陷的判定与分析。
焊缝超声检测应严格执行标准要求和严格依据工艺参数选取器材和检测参数,规范现场操作。实施检测前应仔细校验仪器,仔细扫查。在扫查过程中,应控制扫查速度不大于150mm/s,特别是缺乏现场检测经验操作者,可适当降低扫查速度,扫查时应仔细观察仪器屏幕,若发现疑似缺陷回波,应提出多种伪缺陷与真实缺陷的可能,并采用多种方式进行验证,做到不漏判、不误判。
参考文献
[1]郑晖. 超声检测[M]. 中国劳动社会保障出版社 . 2008
[2] 杨存奎. 超声波检测中缺陷识别及其影响因素[J].企业技术开发.2011(13):49-50
[3]黄双福 焊缝超声波探伤中缺陷波形变化规律的研究[J]化学工程与装备. 2015(06):223-227
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



