中建八局新型建造工程有限公司 上海 200000
摘要:随着中国国民经济的快速发展,建筑钢结构工业也得到了迅速发展,超高层钢结构建筑不断涌现。在钢结构建筑物中箱型柱、箱型梁等关键部件的焊接质量及制造效率是非常重要的。如箱型拱门的焊接焊缝在焊接过程中,应尽可能减少焊道的数量和长度,特别是在较长构件中,焊接焊缝的数量和长度越少,则焊接残余应力就越小。同时,必须采取必要措施防止局部应力集中。这就要求企业提高技术水平、管理水平以及装备水平。因此我们在设计中对焊前准备及焊接工艺、焊接过程控制进行了必要的研究和探讨。
关键词:钢结构 焊接方法 箱型拱门 过程控制
Welding method of large-section box column of steel structure
Zhang Zheyuan Dong tao He Junhao He Bin Zhang Wenbin Liu Shanshan Ma Haiyang Wang Liang
(China Construction Eighth Bureau New Construction Engineering Co., Ltd)
Abstract: With the rapid development of China's national economy, the building steel structure industry has also developed rapidly, and super-high-rise steel structures are constantly emerging. In steel structure buildings, the welding quality and manufacturing efficiency of key components such as box columns and box beams are very important. For example, in the welding process of box arch, the number and length of weld bead should be reduced as much as possible, especially in long members. The less the number and length of weld bead, the smaller the welding residual stress. At the same time, necessary measures must be taken to prevent local stress concentration. This requires enterprises to improve their technical level, management level and equipment level. Therefore, we have made necessary research and discussion on the preparation before welding, welding technology and welding process control in the design.
Key words:Steel structure,Welding process,Box arch,Process control
1、工程概况
本文以翔宇旅游观光打卡地项目为例,建筑钢结构施工主要包含三个部分,分别为拱门、天廊、跨李公街天桥,钢结构主体结构高度107.5m,总用钢量约4000t,构件材质主要为Q390GJC和Q355B,最大板厚60mm。
本项目拱门弧度大,截面大,为4*2.5m箱型截面,拱门跨度56米,高度98.5米,跨度大,安装高度高,加工制作、运输、安装难度大;天桥、天廊桁架为大跨度桁架,天桥桁架跨度77米,天廊桁架跨度61米,天廊桁架安装高度为103米,天廊罩棚为弧形钢罩棚,安装高度107米,桁架为变截面,变曲桁架。

图1 拱门、天廊、跨李公街天桥效果图
拱间设置交叉斜撑、V形斜撑、横梁,结构形式为交叉钢拱结构,钢拱截面 4000*2500*30*36,拱门横梁截面为2200*2000*30*30,拱间撑杆规格 P750*20~P750*30,材质均为Q390GJC。


图2 拱门钢结构模型图


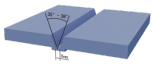
图3 主拱箱体横截面示意
2、焊接方法及难点
根据框架结构的安装特点,综合考虑焊接质量、焊接效率、操作方便度、全位置焊接性能和现场焊接条件等因素,构件加工制作以埋弧(SAW)自动焊为主,二氧化碳气保焊为辅的形式;现场安装主要以实芯焊丝二氧化碳气体保护焊(GMAW-G)为主,手工电弧焊(SMAW)和药芯焊丝二氧化碳气体保护焊(FCAW-G)为辅的焊接方法。
本钢结构工程的难点在于钢材主要为Q390GJC、Q355B、Q355C,节点强度要求高,节点和构件的壁厚较厚,焊接要求高。建筑最大高度约达107.22m米,安装阶段可能受大风天气影响,高空环境和天气特殊情况下对焊工操作影响很大。同时构件数量多,且节点连接以焊接为主,现场焊接量比较大。
3、焊前准备
3.1焊接设备
我们选用的是逆变式气体保护焊机用于钢管柱、矩形钢拱和钢梁等对接焊;钢框梁、支撑梁与环带桁架焊接;选用逆变式直流手工电弧焊机用于预埋件安装时定位焊接;构件安装、校正时用的临时措施焊接。
3.2焊接材料
焊前应对焊接材料进行检查,本工程对进场焊接材料验收并分类摆放,验收焊材必须提供质保书,必要时可复验;使用前对低氢碱性焊条按350~380℃×1.5~2h进行烘干,随取随用,使用时需配备焊条筒。
4、焊接工艺
4.1焊接材料
本工程采用的主要钢材为Q390GJC低合金高强度结构钢,焊缝强韧性配比应以“等强为主,低强为辅”的原则进行。过高或过低的强度配比都会使焊接接头综合性能下降,等强配比是较为安全和常用的做法。
表1 主要焊接材料的选用
焊接方式 | 母材 | 焊材标准 |
埋弧焊或半自动焊 | Q355B/Q355C/Q390GJC | 埋弧焊用低合金钢焊丝和焊剂GB/T12470 |
二氧化碳气体保护焊 | Q355B/Q355C/Q390GJC | 熔化极气体保护电弧焊用非合金钢及细晶粒钢实心焊丝GB/T8110 |
4.2焊接坡口
由于厚板焊接量大、难度高,坡口的设计对工程进度和施工质量起着至关重要的作用。
坡口形状控制:在加工及安装过程中严格执行深化图纸要求,焊前坡口形状检查项目为间隙、错边、焊缝原始宽度三项内容。具体坡口如下表所示。
表2 厚板坡口示意
位置 | 示意图 |
钢梁连接 平、仰焊位置 |
|
4.3焊接参数
表3 CO2气体保护焊平焊接参数

4.4焊接工艺评定
本工程厚板焊接接头较多,焊接过程中采用的各项参数均需要通过焊接工艺评定来确定。
根据《钢结构焊接规范》(GB661-2011)规定,进行本工程焊接工艺评定。以钢板厚度、种类分别进行各位置、坡口形式、焊接方法及组合等进行评定工作,以合格报告为依据指导现场施工,工艺覆盖率100%。
5、焊接过程控制
5.1操作环境控制
焊接作业区风速当手工电弧焊超过8m/s,气体保护电弧焊及药芯焊丝电弧焊超过2m/s时,应设防风棚,如图6所示。


图4 焊接操作棚
5.2焊接顺序
拱段接头的焊接,应由两名焊工在相对称的位置以相等速度同时施焊。相邻焊工的焊缝分界点应距离柱角50mm以上。层间焊接接头应错开50mm以上,焊到拐角处应放慢速度,使焊缝饱满。如图7。


图5 箱型柱对接接口的焊接顺序
拱门柱身段对接焊接顺序应由内到外、整体对称。首先两名焊工采用钢爬梯,从拱门柱中间两个洞口进入内部进行中间分仓板的对接焊接(采用 K 型坡口,坡口角度 30°,间隙 6mm)。
然后采用四名焊工进行四条主体对接焊缝(采用单 V 坡口,坡口角度 35°,反面加衬垫,6mm 间隙,2mm 钝边)的焊接,首先进行长轴方向焊缝焊接(从中间往两边分段退焊,单侧两面焊工),然后进行翼缘板两侧焊缝的焊接。
最后两名焊工再次进入腔体内部,对称焊接单腔体内部的加强型钢和加劲板对接焊缝。如图8。

图6 拱门柱身段对接接口的焊接顺序
6、焊接注意事项
对厚板焊接来说,采用根部手工焊封底、半自动焊中间填充、面层手工焊盖面的焊接方式。带衬板的焊件全部采用CO2气体保护半自动焊焊接。
全部焊段尽可能保持连续施焊,避免多次熄弧、起弧。穿过安装连接板处工艺孔时必须尽可能将接头送过连接板中心,接头部位均应错开。
同一层道焊缝出现一次或数次停顿需再续焊时,始焊接头需在原熄弧处后至少15mm处起弧,禁止在原熄弧处直接起弧。CO2气体保护焊熄弧时,应待保护气体完全停止供给、焊缝完全冷凝后方能移走焊枪。禁止电弧刚停止燃烧即移走焊枪,使红热熔池暴露在大气中失去CO2气体保护。
在焊接过程中,焊缝的层间温度应始终控制在100~150℃之间,要求焊接过程具有最大的连续性,在施焊过程中出现修补缺陷、清理焊渣所需停焊的情况造成温度下降,则必须进行加热处理,直至达到规定值后方能继续焊接。焊缝出现裂纹时,焊工不得擅自处理,应报告焊接技术负责人,查清原因,订出修补措施后,方可进行处理。
焊后清理与检查的过程中,需要注意的是,焊后应清除飞溅物与焊渣,清除干净后,用焊缝量规、放大镜对焊缝外观进行检查,不得有凹陷、咬边、气孔、未熔合、裂纹等缺陷,并做好焊后自检记录,自检合格后鉴上操作焊工的编号钢印,钢印应鉴在接头中部距焊缝纵向50mm处,严禁在边沿处鉴印,防止出现裂源。
7、结语
本文以翔宇旅游观光打卡地项目EPC总承包工程钢结构大截面箱型拱门焊接作业为研究对象,从焊前准备及焊接工艺、焊接过程控制各个环节来采取相应措施,制定了完善的操作规章制度,并严格按照规章制度执行落实。通过对翔宇旅游观光打卡地项目EPC总承包工程钢结构大截面箱型拱门焊接作业的研究和探讨,为今后钢结构大截面箱型拱门焊接作业积累了丰富的经验。
参考文献
[1] GB 50205-2001钢结构工程施工质量验收规范[S].
[2] GB50661-2011.钢结构焊接规范[S].北京:中国标准出版社,2011.
[3]中国钢结构协会.建筑钢结构施工手册[M].北京:中国计划出版社,2015

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号