贵州航天电器股份有限公司 贵州 贵阳 550000
摘要:温度继电器主要应用在温度控制、过温保护电路中,其体积小、寿命长、价格低、简单方便等性能受到市场的欢迎,在军、民领域有大量的应用。本文就某款温度继电器在使用过程中出现误报警的现象,针对该原因进行了深入分析,并且针对该故障现象产生的原因,提供了相应的解决方法。
主题词:温度继电器;温度特性;烧蚀
1引言
温度继电器(通常称恒温继电器,也叫温度开关),是一种感应温度变化控制切换电路的器件,它利用热双金属材料热膨胀系数差异,受热后产生弯曲变形,带动触点动作,实现电路切换。主要供温度保护、过热检测和温度控制用。在民品市场和军品市场均有广泛的应用。温度继电器种类包括:双金属片温度继电器、传感器电子式温度继电器两种类型,本文只讨论双金属片温度继电器。双金属片温度继电器性能中的蠕变,不但影响产品动作特性,而且影响产品的寿命,因此有必要对双金属片温度继电器蠕变进行分析,后续文章中均以双金属片温度继电器为例进行说明。
2 故障现象
某高铁试车过程中,出现高温异常报警,经过测试当时设备温度只有40℃,远远低于保护温度96℃,经过分析认为,该设备的温度保护器(温度继电器)出现异常。该型温度继电器的规格为:96℃±3℃-1H,在设备温度超过96℃时发出超温警报信号,由控制台采集报警信号,并发出制冷信号,启动制冷设备,达到降温目的,当温度降低到75℃时,停止制冷。
3故障分析
经过外观检查,产品外观正常,电性能及密封性均满足要求,温度特性出现异常,动作温度偏低[1],测试结果见表1,并对光剑进行X光检查,发现产品结构出现异常,见图1。
表1 产品温度特性复测数据
测试项目 | 134# | 备注 | |
技术要求 | 测试结果 | ||
动作温度 | 96±3℃ | 40℃ | 不合格 |
回复温度 | 75±5℃ | 76℃ | 合格 |
![]()

![]()
![]()

![]()
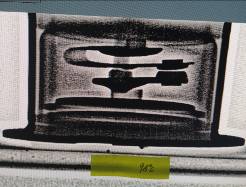

图1 故障产品X光检查图片
为了进一步分析,使用机械方式启封,观察内部结构,产品发生严重烧蚀现象[2],整体发黑,静接触片组合钎焊处焊锡与定位盘组合中间凸起部位存在严重放电烧蚀现象,静接触片组合处的焊锡出现明显的熔化,且静接触片组合向动接触片组合发生位移,导致触点间隙减小。其余内部各零部件结构正常,表面状态良好,分析认为静接触片组合与定位盘组合凸起部位之间存在放电现象,如图2所示:



![]()

![]()


定位盘组合烧蚀部位 接触系统烧蚀部位
图2拆壳检查
对故障件烧蚀部分进行电镜扫描,确定主要成分,见图3
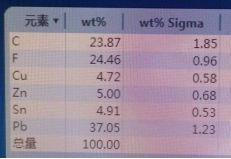
图3 电镜扫描
由于产品内部严重烧蚀炭化,因此C含量超高,F为绝缘内衬主要成分,Cu、Zn为定位盘主要成分,Pb、Sn为焊料主要成分,无其他异常成分。
综上,分析认为,故障件温度特性超差原因为静接触片焊锡异常熔化,静接触片组合发生移动所致。
4、故障定位
4.1产品动作原理
该型温度继电器为接触感应式密封微型温度继电器,主要结构包括平垫圈,垫圈,推动柱,双金属片,罩组合,定位盘组合,接触系统,如图4所示。双金属片直接决定了温度继电器的温度特性,接触系统中弹性零件保证温度继电器闭合时可靠接触。
以规格为98±3℃-1H的温度继电器为例,在正常条件下,由于温度低于继电器的动作温度,双金属片未经动作翻转,凸面朝向定位盘组合,动、静接触片组合保持断开状态;当温度升至继电器的动作温度值及以上时,双金属片发生跳跃式翻转,凹面朝向定位盘组合,解除推动柱对动接触片组合的推动,使动、静接触片组合闭合,达到闭合电路的目的。当温度重新降至继电器的回复温度值时,双金属片发生跳跃式翻转,凸面朝向定位盘组合,推动柱将动接触片组合推开,使动、静接触片组合断开,恢复到动作前的状态。
![]()

图4 产品结构示意图
4.2故障树分析
根据温度继电器结构特点与工作机理,建立如图5所示故障树对故障原因进行分析。
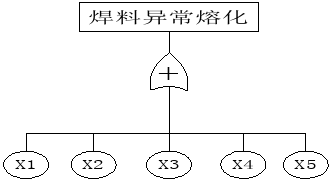
X1—焊料异常; X2—过大引起温升过高;
X3—产品内部异常短路; X4—接线脚外部焊线温度异常;
X5—使用过程可能存在高压
图5 故障树分析
X1:焊料异常
查询产品生产记录,严格按照产品设计要求使用HLAgPb83.5-15银铅焊料,执行标准为Q/DH326-84,该焊料熔化温度为:260℃,对焊锡部分进行电镜扫描,可以判断焊锡为HLAgPb83.5-15银铅焊料,因此可以排除焊料异常因素;
X2:负载过大引起温升过高
该产品实际使用负载为100Vd.c,1A,对产品拆壳检查触点部位,触点过电流形貌正常,未发现触点异常烧蚀引起的熔化和簧片镀金层高温变色现象,因此可以排除负载过大引起温升过高因素;
X3:产品内部异常短路
为确定是否为该因素引起进行了试验验证,制备静接触片组合和定位盘组合内部短路的样品进行试验,按实际联接电路将静接触片组合引出端接电源正极,电源电压调至100Vd.c,罩壳和另一引出端同时接电源负极,接通电源模拟短路,对实验后产品拆壳检查,内部无烧蚀痕迹。因此可以排除产品内部异常短路因素;
X4:接线脚外部焊线温度异常
为确定是否焊锡先熔化引起静接触片组合与定位盘组合击穿放电的可能,模拟引脚长时间焊线对内部焊锡的影响,经验证持续焊线时间5min,内部钎焊焊料无熔化迹象;同时对故障品动簧引脚焊锡进行观察无异常熔化痕迹,因此可以排除接线脚外部焊线温度异常的原因;
X5:使用过程可能存在高压
通过对故障件的烧蚀情况分析,可以判断静接触片组合与定位盘组合的凸起部分存在放电现象,放电位置如图4和图6所示,两个金属件之间的理论空气间隙为0.55mm,能够承受0.55*3000=1650V高压,但是由于定位盘组合与绝缘垫圈之间从在缝隙,定位盘组合在径向上存在一定的活动范围,在极限情况下,定位盘组合完全偏向一边,则会导致静接触片组合与定位盘组合的凸起部分之间的距离降低为0.4mm(具体计算过程见章节5 机理分析),此时的耐压也有0.4*3000=1200V,因此可以判断,该烧蚀位置存在异常高压。
![]()
![]()
![]()

图6 放电位置示意图
综上,其他因素都可以排除,只有使用过程中可能存在的高压无法排除。通过用电设备电路排查,发现温度继电器所在设备的主电源电压3000V,使用过程中存在串扰至温度继电器的可能。
5故障机理
静接触片组合与定位盘组合凸起部位最近极限距离为0.4mm,计算过程如下:


接触系统 定位盘组合
图7 理论计算图示
静接触片组合距离中线点最近距离为L=1.85mm,定位盘组合凸起部位单边最大距离为:L1max=(2.6+0.1)/2=1.35mm,接触系统与定位盘组合采用最大间隙配合时,间隙为L2max=[(11+0.1)-(11-0.1)]/2=0.1mm,因此静接触片组合与定位盘组合在极限配合下,理论最小距离为Lmin=1.85-1.35-0.1=0.4mm,每毫米空气介质耐电压为3000V,该间隙耐压为0.4*3000=1200V,经测量,实物间隙尺寸在(0.45-0.55)mm之间,该间隙为装配间隙,由零件尺寸进行保证。
产品钎焊采用的焊料牌号为HLAgPb83.5-15,熔化温度为260℃。产品使用过程中,受到持续高压,由于静接触片接高电平,定位盘与罩壳连接,罩壳接地,此时静接触片与定位盘之间会形成耐压击穿放电现象,持续放电产生高温导致焊锡熔化,最终导致静接触片组合发生移动,向动触点方向靠近,导致产品处于常开状态时,动、静触点间隙减小,实测为0.25mm,正常为(0.7~0.8mm)。
同时,成型的双金属片由于本身的特性原因,当受热时,原来凸起的部分会发生形变,逐渐变为水平状态,当温度达到翻转温度及以上时,双金属片会发生凸跳,使触点闭合。经测量,产品的双金属片单边变形量为0.55mm,即产品受热后,在达到动作温度之前,双金属片变为水平的过程中,由于触点间隙小于双金属片变形量,触点出现提前闭合的现象,即温度特性表现为动作温度严重偏低。
6 故障复现
选取96±3℃-1H产品进行高压击穿试验,试验设备为介质耐电压测试仪,产品耐压可达为600Vd.c,使用2000Vd.c高压对产品进行测试,连续测试两百次,静接触片组合与定位盘组合凸起部位出现肉眼可见的放电烧蚀现象(发黄),如图8所示,连续放电上万次后形貌如图9所示,静接触片组合焊锡开始出现熔化迹象,与故障件形貌相似,因此高压可引起故障产品烧蚀形貌。
![]()
![]()
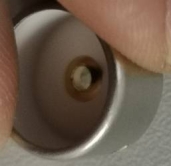

图8 故障复现


图9故障件与正常件对比
7 处置措施
1)建议进一步排查分析温度继电器外部高压引入方式,采取外部绝缘保护措施,避免产品在使用过程中遭受持续异常高压而引起焊锡熔化,甚至产品结构出现变化,导致出现失效的现象;
2)为彻底解决产品将定位盘组合与静接触片组合放电的可能性,将定位盘组合由金属材料更改为陶瓷材料[3],由于陶瓷不导电的性能,可以从根本上解决静接触片组合与定位盘组合放电的现象,从而杜绝因异常高压而导致产品失效的现象。
8结束语
本文通过对温度继电器发生温度特性异常的故障现象进行排查分析,认为产品失效的主要原因来自于工作环境的异常持续高压,同时从产品自身找到了高压击穿的薄弱点;对上级电路提出了改良建议,并对产品本身结构进行了优化设计,将导电的金属件更改为陶瓷件,不但保证了产品结构的可靠性,而且从根本上解决了异常高压击穿的现象。
参考文献:
[1] 张立平,《温度继电器特性自动检测方法研究》,传感技术学报,2007年;
[2] 陈学昕等,《触点回跳与持续燃弧现象》,机电元件,1990年10月;
[3] 刘成等,《超高压瓷介电容器耐电压水平的研究》,2021年6月。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



