杭州众途自动化设备有限公司,浙江省杭州市310000
摘要:在工程建设、化工、粮食等行业,例如水泥、肥料、大米等产品领域等,通常在生产加工完成后需要将货品进行包装,最后再装车运输。现今随着工业的快速发展,为了提升工作效率、降低人工成本,实现自动化货品装车已迫在眉睫。在袋装物料装车行业,很多场地具有粉尘大、污染严重、对人体伤害大等特点,导致目前招人难,急需机器代人。现提出一种的装车系统以解决上述问题。
关键词:自动化装车 装车系统
引言:
近年来,虽然仓储物流自动化技术不断发展,自动化产线和立体仓库已得到成熟广泛应用,但仓储物流末端最后20米的物料搬运、发货装车等智能化和无人化难题仍然是困扰行业发展的瓶颈。就目前的工业水平发展而言,大多数的企业目前已经可以采用流水线生产,通过输送带和其它半自动化或自动化机械进行码垛和装车。现有的智能装车装置一般都有传输带和装车机头两部分组成,传输带将货品输送到装车机头进行装车或码垛。目前市场上货车种类、长度有很多,若想要采用智能装车装置代替人工自动码垛装车,就必须要求智能装车装置能匹配适应各种车型长度,同时也必然需要装车装置可移动行程能够包含其车型长度。但若采用传统的皮带机作为中间物料输送,则将会需要很大的场地空间,对场地利用不充分,同时对现有场地的改造也极其复杂困难。例如目前市场上智能装车机普遍采用传统皮带机做中间物料转运,但为满足各场地对车型的要求,必然对设备可运行行程有所限制,尤其是目前各场地货车车长有超过13m,这将使得对场地的长度要求更大,直接导致场地改造的难度和成本的大幅增加。因此,一种具有伸缩结构的装车系统是有必要的。
1、产品介绍
智能装车系统是一套集成视觉检测子系统、垛形设计子系统、路径规划子系统和机器人运动控制的全自动物料装车系统。该系统通过视觉传感器完成物流车辆的尺寸确定、类型识别及定位等任务,根据车辆信息进行垛形设计,规划稳定且空间利用最优的垛形,同时进行时间最短、安全性最高的路径规划,将路径点发送给机器人,机器人携带末端执行器(夹爪或吸盘)抓取物料,最终实现物料装车码放。其基本的结构包括视觉检测子系统,垛形设计子系统和路径规划子系统三个系统组成。
智能定量装车系统由现场控制部分和远程管理部分组成,现场控制部分使用AWZ型定量装车控制仪对现场仪表进行采集和控制,远程管理部分使用工业计算机进行集中管理,两部分通过RS485总线连接,构成集散式定量装车系统。操作人员即可在现场进行参数设定、操作和监视,又可集中在调度室进行远程监控和管理,实现管控一体化。
2、现有产品特点
一方面,目前的自动装车系统智能程度相对较低,装车系统进行装车的过程中需要司机调整装货的车辆入库的角度,对于作业人员而言需要较高的控制要求,从而导致智能化装车的难度增大。另一方面,目前的自动装车系统大多满足一种货车尺寸要求,当厂家拥有多种类型的货车或者成为固定中转站时,现有的装车系统无法很好的适应厂家或者中转站的要求。
3、目前应用发展
目前市场上有较多的袋装产品装卸车系统,如国外的BEUMER、FLSMIDTH、HAVER,国内的明度、海燕等。袋装产品最快可实现3000包/h的装车效率,车辆的适应性也越来越高。而针对箱装产品的自动装车产品却比较少见,效率也很低。整体而言,在自动装车领域,国外自动装车机技术比较成熟,适用于工业标准化程度比较高的国家。
国内很多公司虽然已经研制出了一些自动装车机,但技术尚未十分成熟,仍无法适应国内复杂多样的装车市场,自动装车系统需求依旧十分强烈。目前,我国装车控制的某些环节只能实现手动、半自动装车控制,未能完全实现全自动和更进一步的无人值守操作,造成操作人员多、人员劳动强度大等一系列问题。
4、伸缩结构装车系统的工作原理
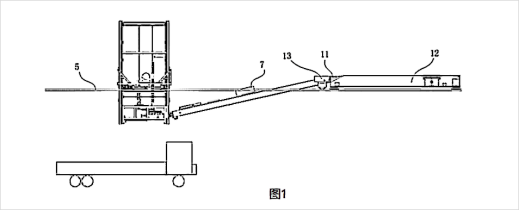
本文所提出的该装车系统可用于对水泥、肥料、大米等袋装物料进行全自动输送装车,用于将传输带上输送过来的袋装物转载至待装载车辆车斗上方预定位置进行投放。
具有伸缩结构的装车系统,包括行走提升机构、码垛机构、伸缩输送机构和倾斜输送机构,其中行走提升机构包括可沿导轨移动的行走结构,和相对行走结构上下运动的升降结构;伸缩输送机构包括伸缩端和固定端,伸缩端可沿导轨移动,固定端用于接收待输送的袋装物。码垛机构与升降结构活动端下部连接,用于将袋装物投放至待装载车辆;倾斜输送机构,一端与伸缩输送机构的伸缩端连接,另一端与码垛机构的袋装物入口连接。
在装车系统向车斗上投放袋装物时,行走提升机构需要带动码垛机构进退和升降来向车斗内不同位置和不同层数投放袋装物,此时伸缩输送机构只需伸长或者缩短其长度即可适应码垛机构移动所带动的倾斜输送机构的位置变化,来料方向为可伸缩带式输送机固定端末尾,经可伸缩的伸缩输送机构将袋装物料输送至可伸缩端前端,并通过钣金滑槽等将袋装物料输送至倾斜输送机构上,再由倾斜输送机构将袋装物料送进码垛单元内。
码垛开始阶段,码垛单元可在行程最下端以及最前端,待码垛单元将袋装物料码好一排后,由行走提升机构带动码垛单元后退一排距离。倾斜输送机构与码垛单元可采用轴承座等铰接,当码垛单元后退时,倾斜输送机构由码垛单元带动,沿导轨方向从动后退,同时驱动可伸缩带式输送机伸缩端缩进一排距离。第一层袋装物料码垛完毕后,行走提升机构带动码垛单元提升,由于三角关系,倾斜输送机构沿导轨后移,伸缩输送机构的伸缩端缩进,然后从车辆后端向前,依次重复上面步骤,直至码垛完毕。
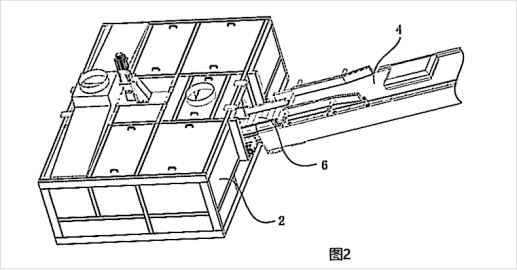
其中,伸缩输送机构包括可沿导轨移动的轮组结构,该轮组结构一端与伸缩输送机构的伸缩端连接,另一端与倾斜输送机构端部活动连接。轮组结构也可通过转轴与倾斜输送机构端部连接,在倾斜输送机构移动时在导轨上导向使得倾斜输送机构能沿导轨前后移动。在一些作业场合中,轮组结构上部还设有滑槽,滑槽一端与伸缩端连接,另一端与倾斜输送机构连接,使得通过伸缩输送机构的袋装物可顺利通过滑槽进入到倾斜输送机构上。
装车系统的倾斜输送机构通过转移机构与码垛机构的袋装物入口连接,转移机构包括转移机架和安装于转移机架上的转动辊,转移机架下部安装有带动转动辊转动的驱动电机,转移机架的至少一端与倾斜输送机构或码垛机构可转动连接。在该实施例中,安装在转移机架下方的驱动电机通过皮带或链条带动位于转移机架上的多个转动辊同步转动,从而将袋装物送入码垛机构的袋装物入口。转移机架的一端通过固定件与倾斜输送机构固定连接,另一端通过连接轴在袋装物入口处与码垛机构的架体铰接,使得码垛机构在行走提升机构带动下改变位置时转移机架会绕连接轴转动。当然在另一些实施例中,也可采用转移机架的一端与在码垛机构的架体固定连接,而另一端通过转轴与倾斜输送机构铰接。或者转移机架的两端都分别与码垛机构的架体和倾斜输送机构铰接,都能使得码垛机构在行走提升机构带动下改变位置时,倾斜输送机构能改变与码垛机构的倾斜角度从而保证倾斜输送机构另一端能沿着导轨移动,最终驱使伸缩输送机构的伸缩端沿导轨进行伸展或收缩。
5、伸缩结构装车系统的优势
本文所提出的具有伸缩输送机构的装车系统,通过在导轨上的袋装物水平输送阶段选用可伸缩的伸缩输送机构,将伸缩输送机构与倾斜输送机构活动连接,通过伸缩输送机构对输送带长度的变化来适应倾斜输送机构在随码垛机构上下前后运动时带来的位置变化,通过可伸缩输送机构来替换原有的水平皮带机,使得整个装车系统长度小,降低对系统安装场地的长度要求,同时能更好的适应多长度的各类载货车辆,柔性强,对不同长度的车辆,只需要在场地限制范围内合理地增减可伸缩带式输送机尺寸,即可实现不同装车长度。同时由于可伸缩带式输送机采用独立驱动,可使的其与斜坡皮带机的连接更具有柔性。其将大大减少装车系统中对场地的要求,以及减速场地改造的成本等。解决了目前市场上采用传统的皮带机作为中间物料输送,需要很大的场地空间,对场地利用不充分,同时对现有场地的改造也极其复杂困难的问题。
结语:
针对不同尺寸设计出来的具有伸缩结构的装车系统,通过伸缩装置的使用将场地有效地利用起来,降低了对系统安装场地的需求和传统人工装车的费用,进一步扩大了运输业的优势。
装车环节是场内物流的最后一环,也是连接场外物流的关键环节。目前国内装车行业自动化程度较低,大部分企业采用人工装车方式,但人工装车耗时久、劳动强度大、工伤风险高、招工难,且装载量易出错,很难保证有效装车和准时发货,实现装车的自动化、信息化是解决智慧工厂、智能物流的最后一百米。
近两年我国在物联网领域飞速发展,其关键技术和核心技术不断突破,软、硬件技术和各种传感器技术不断进步,快速定量装车系统的智能化正在稳步向前发展,实现无人值守装车已经不是梦想。快速定量装车系统未来市场 核心竞争力的强弱将来源于其自动化、智能化水平的高低,正在由单一的产品竞 争转向智能化技术的竞争。快速定量装车系统的智能化主要表现在:操作简单,一键启动自动装车系统,能够做到站内所有设备状态的实时检测,PLC 根据传感器的反馈信号自动计算和 调整系统参数,远程监测设备运行状态,远程预警、维护和消除故障,用户还可以根据自身的特点进行二次开发,通过通信网络(以太网)把生产企业、科研机 构、用户三者更加紧密地结合在一起。
参考文献
[1]骨料生产线司机自助定量装车系统设计 师华东 水泥技术2023-07-25
[2]一种LNG槽车站智能装车管理系统设计 周树辉; 徐华; 胡旭杰; 宋坤 工业控制计算机2023-07-25
[3]水泥散装定量给料装车系统的应用 班昂 新世纪水泥导报 2023-07-18
[4]成品油汽车装车系统装车控制阀的选型和应用 姬玲君 仪器仪表用户 2023-07-04
[5]基于履带机器人的卷烟成品智能装车系统设计 王劲松; 余东齐; 黄益; 方泽洪; 代杰 机电技术2023-06-30

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



