(珠海丽珠试剂股份有限公司, 广东 珠海 519070)
[摘要]固定钣金支架的螺钉在装配过程中出现批量断裂的现象,采用断口形貌分析、化学成分分析、氢脆实验分析、硬度分析、渗碳层分析等方法对失效螺钉及未失效螺钉进行检测和对比分析,结果表明该批螺钉为渗碳层深度超标导致断裂。考虑到该自攻螺钉结构,在热处理工艺过程中,螺钉十字槽由内向外渗碳、螺钉头部与杆部过渡处由外向内渗碳,进行双向渗碳。此次螺钉热处理工艺不当,导致渗碳层过深是引起螺钉断裂的主要原因。
[关键词]螺钉;脆性断口;渗碳;
The Fracture Analysis& Countermeasure of Self-tapping Screws
Zhou Jun-he
(ZHUHAI LIVZON DIAGNOSTICS INC., Zhuhai , 519070, China)
Key words: screw; brittle fracture; carburize;
Abstract: The screws of the sheet metal support were fractured in batch during assembly. The failed screws and non-failed screws were detected and compared by means of fracture morphology analysis, chemical composition analysis, hydrogen embrittleness test analysis, hardness analysis and carburizing layer analysis. The results showed that the broken screws were caused by the excessive depth of carburizing layer. Considering the structure of the self-tapping screw, in the heat treatment process, the screw cross groove is carburized from inside to outside, and the transition point between the screw head and the rod is carburized from outside to inside to carry out two-way carburizing. The screw heat treatment process is improper, resulting in too deep carburizing layer is the main cause of screw fracture.
Key words: screw; Brittle fracture; Carburizing;
螺钉作为机械部件中的关键连接件,在医疗器械设备器中起到连接以及紧固作用,因此大量应用于医疗器械设备厂家的生产过程中。在一定意义讲,其品质的好坏上直接影响到医疗器械设备器的品质,其稳定性对整个医疗器械设备器的机械系统运行也至关重要,然而在实际应用中,常常出现螺钉断裂的情况,严重的影响了医疗器械设备的稳定性和可靠性,因此对螺钉断裂的问题进行深入研究,提出有效的预防措施,对提高机械系统的安全性和可靠性具有重要意义。本篇论文主要针对设备钣金支架连接底盘的螺钉在装配过程中出现螺钉断裂的问题进行分析,提出预防控制的思路和方法。该螺钉规格为ST4.2×9.5的十字槽圆头自攻螺钉,采用ML20AL材料制造,生产工艺是:线材初步拉—球化退火—线材成品拉—螺钉头部成型—螺纹成型—高温渗碳—油淬—回火—镀锌—钝化—去氢。其中热处理工艺是890℃×120min渗碳油淬,330℃×150min回火。为了找出螺钉断裂原因,从该批失效批螺钉中取断裂进行分析。
2.检验与分析
2.1失效机械的结构分析
本次失效为由于螺钉断裂导致固定钣金机架与底盘无法紧固,分析螺钉与钣金件装配时的相互关系、载荷形式以及受力形式。生产现场测试失效的机械部件,钣金机架钣金件的配合孔径符合设计要求,扭力符合工艺要求,螺钉十字槽深度、大小径等相关尺寸符合要求。在使用环境相同的情况下换用其他批次螺钉后,未发现有断裂,排除使用环境异常的影响。
2.2失效螺钉断口分析
断裂螺钉发生在靠近头部的第一阶螺纹部位,断面从小径开始,整个头部好似掀开的“帽子”一样的断裂,见图1.从断口全貌的电镜扫描图来看,断口表面相对比较平齐,呈现晶体学平面或晶粒外形,以沿晶脆断为主,见图2。


图1.ST4.2十字头断口形貌 图2. ST4.2十字头脆性断口形貌
2.3抗氢脆性检验
用烧杯盛取适量的液体石蜡,置烧杯于铁架台石棉网上,点燃酒精灯加热石蜡,用测温计测量石蜡,使温度保持在100 ℃~190 ℃,在此温度停留5 min以除去其所含水分,然后将螺钉放入石蜡中(石蜡将螺钉全部浸没),大约10 s左右观察螺钉边缘气泡情况。无气泡冒出代表去氢完全,结果合格。
2.4化学成分测试
对该批断裂螺钉检测其化学成分,其结果符合GB/T6478-2001中ML20AL牌号的化学成分标准,见表1.
表1失效螺钉成分表
项目 | C | Si | Mn | P | S | Alt |
断裂螺钉 | 0.21 | 0.08 | 0.45 | 0.030 | 0.030 | 0.15 |
GB/T6478-2001 | 0.18-0.23 | ≤0.10 | 0.30-0.60 | ≤0.035 | ≤0.035 | ≥0.020 |
2.5硬度测试
对于失效螺钉的表面及芯部分别进行硬度测定,具体测试结果如下表2,符合GB/T3098.5-2000《紧固件机械性能 自攻螺钉》关于表面硬度≥450HV0.3和芯部硬度为270-390HV0.3的技术要求,见表2。
表2.失效螺钉硬度表
项目 | 要求值 | 实测样件 | 判断 | ||||
1# | 2# | 3# | 4# | 5# | |||
芯部硬度 | 270-390HV10 | 363.9 | 387.3 | 358.4 | 329.8 | 336.4 | 合格 |
表面硬度 | ≥450HV0.3 | 464.7 | 450.3 | 458.4 | 504.4 | 459.8 | 合格 |
2.6金相检验
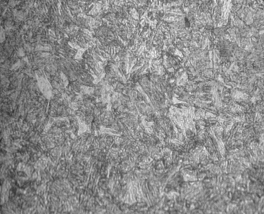
取失效螺钉纵截面进行解剖、镶样、研磨以及腐蚀后在光学显微镜下观察,显微组织见以下图。右边为芯部组织,呈现板条位向的回火托式体;左边渗碳层组织为具有马氏体方向性回火托式体,未见异常组织,具体见表3。
表3.失效螺钉金相组织
|
|
腐蚀液:5%硝酸酒精溶液 | 腐蚀液:5%硝酸酒精溶液 |
腐蚀时间:3秒 | 腐蚀时间:3秒 |
放大倍数:X500 | 放大倍数:X500 |
解说:图3为断裂品边缘放大500倍金相组织 | 解说:图4为断裂品芯部放大500倍金相组织 |
2.7渗碳层检验
对失效样件和非失效螺钉渗碳层深度进行检测,结果见下表4。从表中可以看出失效螺钉渗碳层深度过深,不符合GB/T3098.5-2000《紧固件机械性能 自攻螺钉》中的技术条件规定。测量部位见图5,断裂螺钉该处的渗碳层以及正常螺钉该处的渗碳层分别见图6、图7.
表4.失效螺钉渗碳层厚度及螺钉头部根部厚度表
样件 | 单边渗碳深度(mm) | 双边渗碳深度(mm) | 头部最薄厚度(mm) |
失效批螺钉 | 0.343-0.380 | 0.686-0.720 | 0.836 |
非失效批螺钉 | 0.129-0.159 | 0.258-0.318 | 0.964 |
GB/T3098.5-2000 | 0.10-0.25 | 0.2-0.5 | - |



图5螺钉测量部位(红线处) 图6断裂螺钉渗碳图 图7正常螺钉渗碳图
3、结语
对于ST4.2小规格螺钉,当渗碳层深度超过技术要求较多时,因断裂部位于螺钉头根部处,从结构可知此处也是螺钉尺寸最薄处,加之在热处理工艺过程中,此部位属于双向渗碳[2],从渗碳层检验可以看出失效螺钉渗碳层厚度几乎为螺钉厚度最薄处82%-86%左右,几乎渗透螺钉最薄处,螺钉缺乏足够韧性,安装时受扭力,应力集中产生脆性断裂是导致此次螺钉失效的主要原因。针对本次螺钉断裂的原因,需要对螺钉渗碳工艺进行严格的管控,一般的控制渗碳工艺的七个方面:(1)严格控制渗碳温度,渗碳温度不宜过高,也不宜过低,要使渗碳温度尽量在工艺规定的范围之内,以保证渗碳质量。(2)严格控制渗碳时间。渗碳时间应根据零件的有效厚度来确定,并使零件在渗碳过程中不发生变形。(3)严格控制渗碳剂的流量。渗碳剂的流量应根据零件的有效厚度来确定,并使零件在渗碳过程中不发生变形。(4)严格控制渗碳剂的浓度。渗碳剂的浓度应根据零件的有效厚度来确定,并使零件在渗碳过程中不发生变形。(5)严格控制渗碳剂的种类。渗碳剂的种类应根据零件的有效厚度来确定,并使零件在渗碳过程中不发生变形。(6)严格控制渗碳剂的添加量。渗碳剂的添加量应根据零件的有效厚度来确定,并使零件在渗碳过程中不发生变形。(7)严格控制渗碳后的冷却速度。渗碳后的冷却速度对渗碳效果有很大影响,必须严格控制。随着生产工艺的发展,通过积极控制热处理工艺,稳定热处理参数,可以很好的控制渗碳层厚度,避免出现类似螺钉断裂的问题。
参考文献
[1] 张先鸣.自攻锁紧螺钉的热处理[J].现代零部件,2006,4:70-73.
[2] 刘红兰,李祖鑫.常见自攻螺钉断裂的原因[J].理化检测,2009,45(06):387-392.
[作者简介] | 周俊河(1981-),男,山西人,工程师,主要从事医疗器械质量管理和质量控制工作. 珠海丽珠试剂股份有限公司,519070. |

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号