中车长春轨道客车股份有限公司 长春市 130000
[摘 要]本文通过对脉冲X射线和连续源X射线对数字成像时图像质量差异性的研究,得出结论,不同的射线机在做数字射线检测时,得到的图像质量有明显的差异,连续源X射线机的成像质量最好,不论是图像不清晰度还是灵敏度,都要优于脉冲式X射线机。本文为数字射线检测时,如何根据图像质量要求选择射线机提供了参考性指导。
[关键词]脉冲式X射线机;连续源X射线机;图像不清晰度
0引 言
射线数字成像技术是基于现代传感器技术和信息处理技术而发展起来的一种新的检测方法, 在无损检测和医疗诊断以及安全领域具有广泛而重要的应用价值。
自20世纪90年代出现数字阵列探测器(DDA)以来,在全时间范围内兴起了一场以替代胶片照相技术为目标的技术革新,尤其是近年来,射线数字成像技术得到了业界前所未有的关注。传统胶片照相技术将逐渐退出历史舞台而被数字化、智能化射线检测技术所取代,将成为一个势不可挡的发展趋势。
射线数字成像技术涉及材料、微电子技术、信息处理技术和射线检测技术等学科,是交叉学科的产物,我国在该技术领域无论是理论研究还是核心技术开发等方面与国外都有很大差距。虽然近年来在迎头赶上,但在标准指定、技术培训、和技术应用等方面还存在诸多认识和经验上的不足、由于技术本身仍处于不断的发展之中,新概念不断涌出,从业人员受语言、专业背景和实际经验限制以及碎片化的获取知识的方式,容易对射线数字成像产生许多误解或者曲解。
本文从不同的射线机配合DDA技术在数字成像时的图像质量差异做了大量的实验和对比分析,以期望对在选择数字射线检测技术时,对选择合适的射线机有一定的参考和指导意义。
1实验步骤
本文选择两种不同的射线机类型:美国Golden公司的脉冲X射线和GE公司MF4连续源X射线机配合DDA数字阵列探测器(像素尺寸140微米,像素矩阵2560*3072,闪烁体为硫氧化钆的非晶硅探测器),检测对象为钢管1:直径60mm、壁厚5mm和钢管1:直径25mm、直径3mm的钢管环焊缝为检测对象。分别对两个不同对象在两种不同的射线照射下,得到的不同的图像进行质量分析,本文只针对灵敏度和图像不清晰度做了对比和结论分析。
1、使用脉冲射线机XRS4分别照射两种不同的钢管,曝光量:钢管1为80个脉冲,钢管2 为40个脉冲,焦距为600mm时,得到的图像如下:

图1 使用脉冲射线机XRS4,钢管1的图像不清晰度结果
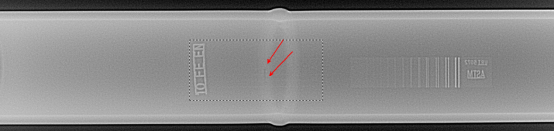
图2 使用脉冲射线机XRS4,钢管1的图像灵敏度结果

图3 使用脉冲射线机XRS4,钢管2的图像不清晰度结果

图4 使用脉冲射线机XRS4,钢管2的图像灵敏度结果
2、使用GE公司的MF4连续源X射线机分别照射两种不同的钢管,曝光量:钢管1为120KV,3mA,,钢管2 为80KV,3mA,曝光时间均为10秒钟,焦距为800mm时,得到的图像如下:

图5 使用MF4时,钢管1的图像不清晰度结果

图6 使用MF4时,钢管1的图像灵敏度结果(正片)

图7 使用MF4时,钢管1的图像灵敏度结果(负片)

图8 使用MF4时,钢管2的图像不清晰度结果

图9 使用MF4时,钢管2的图像灵敏度结果
2实验结果分析
1)在使用脉冲机XRS4对工件进行数字射线检测时,钢管1得到的图像不清晰度为D4,灵敏度为W11,隐约能看到W12,同时还能看到环焊缝上的裂纹,对钢管2得到的图像不清晰度为D4,灵敏度为W11,也能隐约看到W12,也能看到环焊缝上的气孔,
2)在使用连续源X射线机MF4对工件进行数字射线检测时,钢管1得到的图像不清晰度为D7,灵敏度为W15,能清晰的看到焊缝上的裂纹,以及裂纹的开叉发散情况。为了更好的展示裂纹的发散情况,本文使用的正负向图片分别显示裂纹,均可以清晰的看到裂纹的细节。钢管2得到的图像不清晰度为D7,灵敏度为W15,在环焊缝上的气孔,很清晰的能显示出来缺陷的细节。
3结 论
1)对比图1, 图5,可以发现在图像不清晰度方面,钢管1在不同的射线源照射下,得到的图像不清晰度为 图1:D4, 图5:D7,可见,脉冲射线机低于连续源X射线机的图像不清晰度。对于钢管2,图3,图8,在不同射线源照射下,得到的图像不清晰度为图3:D4,图8:D7, 虽然在脉冲射线机照射下得到的图像不清晰度为D4,但是由图可知远小于在连续源X射线机的图像不清晰度。
2)对比图2,图6(图7),可得到钢管1在两种不同射线机照射下的灵敏度分别为:W12模糊,W15清晰,同样对于钢管2,对照图4,图9在两种不同射线机照射下的灵敏度分别为:W12模糊,W15清晰,可以得出结论,在图像灵敏度方面, 连续源X射线要优于脉冲X射线。
3)对比图2,图6(图7),可得到钢管1在两种不同射线机照射下的环焊缝上的裂纹在脉冲机照射时,可以看到裂纹,但是看不到裂纹的细节,在连续X射线照射下,可以清晰的看到裂纹细节和裂纹端部发散状,同样对于钢管2,对照图4,图9, 在两种不同射线机照射下环焊缝上的气孔均可以显示,但是由途中可以看出,脉冲机没有连续源X射线获得的气孔图像清楚和完整,可以得出结论,在图像灵敏度方面, 连续源X射线要优于脉冲X射线。
4)在数字射线检测时,尽量选择连续源X射线,如果该射线机不能满足使用要求时,就根据实际图像质量要求选择脉冲式射线机。
参考文献
[1]孙忠诚著. 射线数字成像技术[M]. 北京:机械工业出版社, 2018.09.
[2]郑世才,王晓勇编著. 数字射线检测技术[M]. 北京:机械工业出版社, 2019.03.
[3]国际标准化组织. (2017). ISO 17636.2: 非破坏性检测. 焊接检测. 第2部分: X射线和γ射线膜检测技术[S]. 日内瓦: 国际标准化组织.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



