河北旭阳能源有限公司 河北定州 073000
[摘要]找出采用变压吸附法精制高纯氢气、隔膜式压缩机增压、常规的软管充装这一生产方式在应用中出现的各种问题,进行了针对性的装置改进,对如何提高装车效率、节能降耗进行了系统优化,介绍了运行效果。
[关键词]变压吸附 隔膜式压缩机 软管充装 装车效率 节能降耗 优化与改进
河北旭阳能源有限公司氢气纯化及充装工艺系统是以现有装置生产的纯度为99.94%(v%)的氢气为原料,采用变压吸附技术,进一步提纯氢气至99.999%,再通过隔膜式压缩机增压,将氢气输送至充装站采用金属软管给长管式氢气罐车充压。该装置可以处理原料气589Nm3/h,设计年操作时间为8000h,建设内容包括制氢纯化、压缩充装系统等配套辅助生产设施和公用工程等,生产的产品氢气满足氢燃料电池用氢。
变压吸附(PSA)技术是目前国内常见的一种稳定、先进、成熟的物理法气体分离技术,在我公司现有的合成氨生产工艺的制氢阶段得到了很好的应用。本次新建的氢气纯化装置采用的仍是变压吸附技术,吸附剂为分子筛和活性氧化铝,可以产出纯度99.999%以上的氢气。
氢气压缩机选用的是北京京城压缩机有限公司提供的两台二级、双缸、D型、水冷型式的隔膜式压缩机,用于对高纯氢气的压缩输送,单机设计输送气量为500Nm3/h左右。隔膜式压缩机的缸体分为油缸和气缸,中间是密封性非常好的膜片层,通过活塞驱动油缸内的液压油,将力均匀的传递至中间的膜片,使膜片作往复运动,从而作用于气缸内的气体,从而达到提高介质压力的目的。
氢气充装站采用的是传统的金属软管直接充装长管式氢气罐车,充装量的计量采用的是人工记录车载压力表和温度表的指示值,结合罐车水容积,根据公式计算出充装前后的罐车气量差值,即为充装量。
这套生产装置总体设计处于国内行业领先水平,但在投用后也发现存在一定的工艺设计缺陷和上下工序的衔接问题,导致不能充分、高效、稳定、先进的释放最大生产潜能。
2.1 氢气充装流量波动较大。
由于于氢气纯化系统原料气入口只有手动阀门,入口压力经常随前工序压力波动而波动,进而影响纯化的吸附压力和氢压机的入口压力发生连锁性波动,而现场手动调节阀门不能做到及时、高效,使得纯化系统的压力稳定性较差,这给氢气的纯化和充装作业造成了很大困扰。
2.2 氢气压缩机远程控制仪表配置不健全。
现有的压缩机自动控制系统里的远程控制仪表部分缺少一级排气压力和一、二级排油压力在中控DCS控制系统的显示,造成中控人员不能第一时间了解关键指标变化情况,给排气压力的调节控制造成不便和困扰。
2.3 氢气压缩机膜片破裂误报警。
![]()
![]() 由于隔膜式氢气压缩机设有膜片破裂保护连锁报警装置,在氢气压缩机更换膜片后、氢气压缩机换油以及氢气压缩机长时间停运后,氢气压缩机开车调试过程中氢气压缩机经常出现一级油缸、二级油缸膜片破裂报警,造成氢气压缩机误报警连锁停车,影响正常运行。为了防止氢气压缩机误报警连锁停车,也需要经常检查报警装置的管路里是否有积聚气体。
由于隔膜式氢气压缩机设有膜片破裂保护连锁报警装置,在氢气压缩机更换膜片后、氢气压缩机换油以及氢气压缩机长时间停运后,氢气压缩机开车调试过程中氢气压缩机经常出现一级油缸、二级油缸膜片破裂报警,造成氢气压缩机误报警连锁停车,影响正常运行。为了防止氢气压缩机误报警连锁停车,也需要经常检查报警装置的管路里是否有积聚气体。
2.4 充装计量粗放、不精确。
在充装过程中,还发现各种车载仪表(温度表和压力表)的精确度有限,不同的氢气罐车对仪表型号的安装使用不统一,而且软管直接充装罐车在计量上本身就比较粗放,存在过充和欠充现象,因为人为观察估计造成的误差较大现象不可避免,也是普遍存在的,这些都加大了计量的不精确性,根源在于缺乏科学、稳定、先进的充装、计量仪器设备。
2.5存在一定量的氢气资源浪费。
高纯氢气在装车站没有大的高压储罐,单纯依靠氢气压缩机给氢气增压实现给罐车充装,所以氢气纯化和充装系统只在充装期间运行,造成开停车比较频繁。外售氢气对质量的要求很高,为了保证给罐车充装的是纯度99.999%以上的氢气,纯化装置开始运行后需要一个氢气纯度逐渐上升至合格的阶段(提纯阶段≤1h)。根据原有工艺设计,系统需要运行,但产出的氢气还不能立即充装,通过放空总管放空,导致在该阶段存在一定的氢气资源浪费现象。
2.6 氢气装车效率有待提高。
单车氢气充装时间平均为7.31h,还有下降的空间以待开发。而现有的装车位也是一定的,提高装车效率就会加快车辆进厂和出厂的周转,减少停滞等待时间,实现连续装车、最优工况装车,才能最大限度的释放现有装置的生产潜能,从而创造更多的经济效益。
3.1 增加原料气入口压力调节阀。
为解决纯化原料气入口压力波动大、调节频繁的问题,在原料气入口管道上新增设了压力自动调节阀,通过自调阀的时时调节阀门开度保持入口压力的稳定,并实现中控人员的远程调节和控制入口压力,这样现场就可把入口手动阀门开展,减少了员工的劳动强度。
3.2 增加一、二级排油和一级排气压力监测远传装置。
为了实时了解一、二级油压变化的情况,我公司新增加了一、二级排油压力和一级排气压力监测远传装置,在开停机和排气、排油压力出现较大波动时,方便中控和现场人员及时沟通调节。

改造后一、二级排油和一级排气远传
3.3 将报警控制阀门更换成二位三通阀门。
为了防止出现一、二级膜片破裂的误报警,我公司在氢气压缩机一、二级油缸膜片破裂报警连锁管路将报警控制阀门更换成二位三通阀门,当压缩机开车前将报警管路气卸掉,然后再投入联锁,防止一、二级油缸膜片报警管路误报联锁压缩机停车。同时,严格实行一小时一排气,防止其膜片报警管内有气体积聚导致误报警。
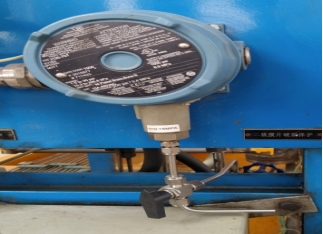
改造后二级膜片报警管路
3.4 引进安装加氢柱和加氢枪。
为解决充装站定压加注和实现精确计量的问题,我公司新引进安装了北京海德利森科技公司研发生产的HY系列压缩氢气加氢柱,后为实现给氢燃料电池公交车充装,又新引进了HY-08M-20-20型加氢枪。该加氢柱技术成熟,应用前景广阔,是适用于加氢站贸易结算的先进加氢设备。全程电脑控制保证了严酷环境下仍具备高稳定性,选用高精度的质量流量计确保了加氢计量准确,电气部分则采用了防爆结构,能够保证加氢柱安全可靠。该加氢柱还配备了多种安全装置,提供非定量加氢和预置定量加氢两种模式,具备数据保存、传输、管理、查询、打印、远程监控等多项功能,可以显示加氢量、金额、单价、温度、充装压力等参数,是高度专业的智能化装备。
3.5 放空氢气进入解吸气系统回气柜。
降低原料氢气提纯阶段的流量(≤400Nm3/h),并将产生的高压成品氢气(2.65-2.95Mpa)引入低压外送解吸气管道(≤20kpa),最终进入煤气柜,实现了该阶段资源的全部回收,彻底杜绝了浪费。
3.6 优化装车操作,提高装车效率
通过组织开展“优化氢气装车操作提高氢气装车效率”攻关课题,单车平均充装时间由7.31h降为6.74h,平均日售出车数由1车提升为1.5 车,满负荷运行条件下,全年可以多装109.5车,平均每小时消耗原料氢气由688.05m3降为650.8 m3,平均收率由72.52%提高到76.51%,每年可以多创造潜在经济效益25.86万元。
氢气纯化及充装工艺系统投用以来,生产技术人员扎根实际,着眼长远,围绕系统的安全、稳定、高效运行,不断对各个生产环节进行大胆技术改进和创新,为氢能事业的进一步发展积累了宝贵的经验。
参考文献:
[1] 胡帅,董云海等.高纯气体生产装置中隔膜压缩机膜片故障分析[J].装备制造技术,2014.7:161-163.
[2] 赵盛基.压缩机膜片破裂原因分析及预防措施[J].齐鲁石油化工,1998.10:301-303.
作者简介:阴国平 汉族 1981年1月 河北容城 研究生 化工

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号