(中国石油天然气股份有限公司大连石化分公司,仪电运维中心)
摘要:本文通过某炼化企业无刷同步电动机运行时发生励磁故障跳闸的事件为例,结合WKLF-400系列微机控制励磁系统的控制原理和结构,分析、研究励磁故障跳闸原因,在保障同步电动机各项运行指标可控的前提下,提出切实可行、行之有效的技术处理措施,使此类故障得到有效防范和解决,确保装置机组持续稳健地运行。
关键词:无刷励磁;同步电动机;励磁系统;缺相运行;故障分析处理与改进
0 引言
本文所提及的连续重整装置为某炼化公司220万吨/年连续重整装置(以下简称“二重整”)。二重整装置配有四台大型往复式压缩机组,对来自界区外的重整氢气经K-2101A/B增压,自压重整氢气、加氢干气和渗透汽在原料气分液罐中混合,并分离掉其中夹带的凝液,在复合吸附床的依次选择吸附下,一次性除去氢以外的几乎所有杂质,获得纯度大于99.9%的产品氢气,经吸附压力调节阀稳压后送出界区。常减压装置来的轻烃干气和柴油加氢装置来的加柴干气在装置内混合,经K-2103A/B增压的混合干气直接送制氢装置富氢回收单元二段膜作为原料。K-2101A/B、K-2103A/B四台往复式压缩机,均采用无刷励磁同步电动机驱动,如因同步电动机励磁系统故障造成压缩机组异常停机,将导致公司氢网波动,各用氢装置被动调整,引发装置生产波动或停工,重则出现生产安全事故。
1 无刷同步电动机
无刷励磁同步电动机由主电机、交流励磁机、旋转整流器、静态励磁系统(励磁调节器、励磁功率单元、人机操作面板)四部分组成[1]。其还可通过调节励磁电流,在超前功率因数下运行(同步电动机过励后,吸入电网中的超前电流),有利于改善电网的功率因数,提高了电力系统的稳定性。
2 无刷同步电动机的励磁系统
2.1励磁系统组成
励磁系统由交流励磁机(旋转电枢式)、过零触发三相半控桥式整流电路、可控硅及触发电路、阻容电路、稳压电路、同步电动机励磁电路等组成。其中交流励磁机转子、盘体、主控模块(控制模块)、起动功率模块、整流功率模块、旋转灭磁电阻与同步电动机的转子构成旋转整流装置,原理如图1所示。
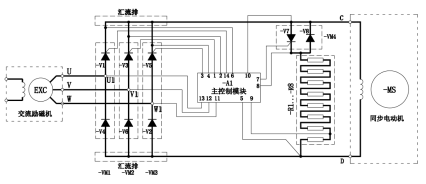
图1无刷同步电动机励磁系统电气原理图
各单元模块具体作用如下:
1)主控模块(控制模块)是整流器的核心控制元件,完成投励(灭磁),输出触发脉冲,开通功率模块,并控制起动模块对起动电阻的投入与切出。
2)整流功率模块是整流器件,将交流励磁机发出的交流电经整流后向同步电动机转子绕组提供直流电流[2]。
3)启动功率模块在同步电动机异步启动后,迁入同步运行过程中起着关键作用。启动电阻投用后,同步电动机的启动转矩特性得到改善,进而使同步电动机平稳、迅速进入同步运行状态,并在控制模块的作用下对灭磁电阻进行投切[3]。
4)励磁绕组起动电阻模块目的为减少同步电动机异步转动力矩,实现同步电动机的平稳起动无脉振,使转速逐步达到亚同步。
2.2静态励磁屏装置及保护原理
Excitrol-400微机励磁调节器是控制无刷同步电动机励磁装置的核心控制和保护单元,为无刷同步电动机中的交流励磁发电机提供励磁电源,可在0.2-1.3Ue之间调节励磁电流,实现自动恒功率因数调节[4]。如图2所示。

图2 WKLF-422微机控制无刷同步电动机励磁装置电气原理图
1)旋转励磁故障保护
“旋转励磁故障”是对同步电动机旋转励磁系统的保护,旋转励磁系统为无刷励磁,各部件均随主机转子一同旋转,运行数据检测方式受限,只能通过检测励磁电流的特征谐波电流来实现对同步电动机旋转励磁系统保护[5]。正常运行时特征谐波电流为0,当现场旋转励磁系统发生故障时会产生特征谐波电流,谐波分量达到0.05倍额定励磁电流、持续5s后,励磁系统发出故障跳闸指令。
2)外环失效保护
当旋转励磁系统出现故障导致电机转子侧励磁电势缺失时,静态励磁装置会增大励磁电流输出,试图弥补缺失的励磁电势,当持续时间达到外环调节器限制失效保护时间还未使转子侧励磁电势恢复,外环失效保护动作。
3)反时限强励限制
反时限强励限制为励磁输出的上限限制保护,与机组允许的热容量值有关,目的在于防止交流发电机励磁绕组过热[6]。
2.3旋转励磁工作原理
交流励磁发电机与同步电动机安装在同一个主轴上,该励磁发电机与一般交流发电机比较,定子绕组励磁,转子绕组发电。经静态励磁屏输出给定子励磁绕组直流电压,与主轴一起旋转的“EXC电枢绕组”(转子绕组)感应并发出三相交流电,经整流模块V1-V6整流后转换成直流电压,最终向同步电动机的转子绕组提供励磁电流,减少静止部分的碳刷和旋转部分的滑环,实现无刷励磁,满足了生产一线防爆要求[7],如图3所示。调节交流励磁机定子绕组的励磁电流,可改变同步电动机转子绕组的励磁电流,当旋转励磁系统的控制模块检测到主电机滑差小于整定值的5%时,控制旋转可控硅V3
持续导通,主电机转子投励,最终平稳牵入同步转速运行[8]。
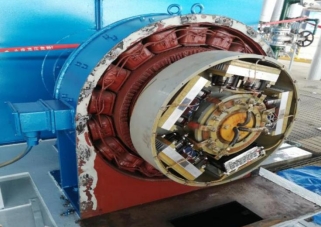
图3交流励磁机和旋转整流装置
3励磁系统故障分析
3.1故障现象
2022年4月23日,二重整氢烃压缩机K2103A自停,检查发现同步电动机电源保护回路综合保护装置“非电量2”(励磁故障)跳闸,静态励磁装置故障指示灯闪烁,屏幕显示“旋转励磁系统故障”,如图4所示。
图4 K2103A励磁装置故障指示
3.2原因分析
3.2.1录波数据检查
查看调节器内置录波器运行数据历史趋势记录,故障发生前静态励磁电流8.2A、励磁电压51.4V、定子电流170A、功率因数0.902,同步电动机各项运行数据平稳,如图5所示。
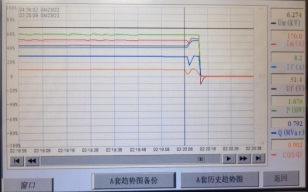
图5K2103A故障前录波器波形/数据
故障发生时定子电流下降至160A、功率因数增至0.947,如图6所示。静态励磁调节器增加励磁输出,静态励磁电流、励磁电压分别升至10.2A、63.5V,如图7所示。故障5秒后(旋转励磁故障跳闸前)定子电流及功率因数恢复至平稳运行时数值。
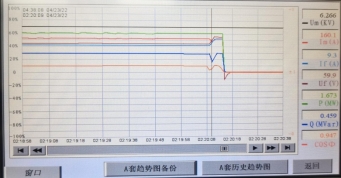
图6K2103A故障发生时录波器数据
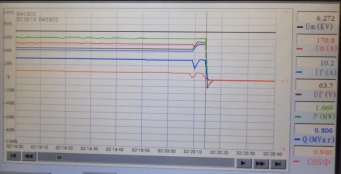
图7K2103A故障跳闸时录波器数据
3.2.2旋转励磁机检查
打开旋转整流盘后,检查主回路及控制回路接线无松动,整流盘内无异味、各模块外观完好无过热迹象;测量励磁机转子三相直阻平衡(20.72mΩ、20.75mΩ、20.92mΩ),各模块、转子及定子绝缘均大于200MΩ,主控模块各接线端子间阻值在标准范围内。
使用相关仪器进一步检查,在主控模块上电一段时间后,三路触发脉冲出现衰减现象,如图8所示。将主控模块拆解后发现,电路板中钽电容失效,使模块内部12V电源电压降低引起,这将导致运行中的旋转励磁系统可控硅无法可靠触发。
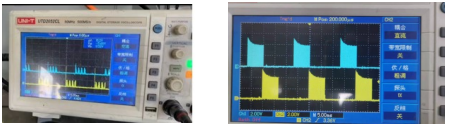
图8异常脉冲波形与正常脉冲波形
3.3定性故障跳闸原因
结合各项检查数据,判断励磁系统主控模块运行中存在触发脉冲丢失,造成三相半控桥式整流电路缺相运行,在旋转式励磁绕组中感应出特征谐波电流,当大于设定的动作值(0.05倍额定静态励磁电流),持续5秒后保护动作,跳闸停机。
4提出改进措施
4.1励磁故障溯源
整理近年公司发生的12起同步电动机励磁故障,因“旋转励磁故障”保护动作造成的停机10起,占比83%。从技术原理分析,10起“旋转励磁故障”均为励磁系统缺相运行引起。
4.2励磁系统缺相试验
旋转励磁系统为三相半控桥式整流电路,当出现缺相运行时,增大静态励磁输出,依然能够满足整流输出。三相半控桥式整流电路正常时输出的波形,在20ms的时间内,励磁电压一共有6个波头,励磁电流波形平稳。
三相半控整流电路缺相运行时,励磁电压虽在20ms内缺少两个波头,但励磁电流波动极小。因此在旋转励磁系统中,如出现缺相运行,对于输出到同步电动机转子侧的励磁电流不会产生不良影响。
4.3处理措施及优化方案
经理论分析及试验论证,在旋转励磁系统出现缺相(缺单相或两相)运行时,对于输出到同步电动机转子侧的电流不会产生不良影响,因此现场可根据实际需求将“旋转励磁故障”保护,设置为报警。此外,当旋转励磁系统出现短路情况时,会引起同步电动机转子电流缺失,导致同步电动机失步,励磁装置“失磁失步”保护动作跳闸;动作原理是功率因数滞后和定子电流大于额定1.1倍,而现场实际运行的工况有时会处于轻载运行,此时如果旋转励磁系统出现短路,考虑到定子电流有可能达不到保护定值,为避免故障扩大,做如下保护配置调整:
1)“旋转励磁故障”保护动作方式改为报警后,将励磁系统的报警输出接点送至DCS系统,设置报警提示,由生产车间“监盘人员”24小时值守。励磁装置报警的第一时间便可发现,组织进行机组切换,避免意外停机耽误生产,有效防止了旋转励磁故障后无人处理,导致机组长时间“带病”运行。
2)启用励磁装置“外环调节器限制失效”保护跳闸,作为后备保护。当旋转励磁系统短路导致同步电动机转子侧异常时,静态励磁装置会持续加大励磁输出,当持续时间达到“外环调节器限制失效”保护时间时,保护动作发出跳闸指令。(励磁装置外环指功率因数环)。
5 效果验证
2022年7月29日,公司二重整装置“内操”监盘发现K2101B同步电动机励磁故障报警,通知仪电保运人员到配电室确认,同时立即组织进行机组切机,整个过程30分钟之内完成,未对生产造成影响。机组切换完毕后,对K2101B旋转励磁机开盖检查,发现励磁机内部汇流排与整流模块间连接铜排断裂,如图9所示。

图9旋转励磁机内部断裂铜排
从调节器的内置录波器中能看出本次故障三相整流桥的输出相较正常运行时在20ms内缺少两个波头,与“整流电路缺相试验”运行的波形相吻合。三相电流不平衡从而在励磁机定子侧感应产生特征谐波电流,但并未对励磁输出电流幅值产生影响。
在对各励磁机模块及内部其他元件检查、测量均未发现问题后,结合励磁调节器故障录波图分析,判断本次旋转励磁故障报警的原因为连接铜排断裂,导致励磁机三相桥式半控整流电路中的一相输出回路虚接,励磁电流产生特征谐波电流,进而发出故障报警。
旋转励磁故障发生至机组切换的30分钟内,同步电动机可以平稳、正常运行,表明改造行之有效,成功避免了一次压缩机组异常停机,保障了装置长周期运行及公司经济利益。
6结束语
励磁系统是同步电动机的重要组成部分,其对于同步电动机的运行起着非常重要的作用。通过对励磁系统典型故障的研究与剖析,在保证同步电动机稳定运行、保护功能安全可靠的前提下,提出了科学有效的改进措施,为同行业同步电动机的维护提供了借鉴与帮助。
姚舜(1988.12-),男,辽宁省大连人,大学本科学历,中级工程师职称,国家注册电气工程师,主要研究方向为:电气运行与维护。
参考文献:
[1]WKLF-400无刷同步电动机微机励磁装置使用手册[Z],2012.
[2]郭瑞平.同步电动机系统运行中存在的问题及其解决方法[J].机电一体化,2015(3):73-74.
[3]陈云梅.同步电机转子励磁绕组故障分析与处理[J].中国新技术新产品,2013(23):26-27.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号