摘要:本文研究了SA508-Ⅲ钢接管锻件-20℃KV冲击性能不合格的原因,通过与性能合格锻件各项性能和制造流程的对比分析,提出了此类锻件制造工艺的改进措施。
关键词:SA508-Ⅲ钢;接管锻件;合金元素;热处理
1.前言
SA508-Ⅲ钢锻件因其优异的各项性能而成为应用广泛的核反应堆一回路结构的常用材料,其具备优异的强度、韧性和高的抗中子辐照脆化性能。通过对接管锻件冲击性能不合格问题的分析研究,找出影响锻件质量的关键制造工艺。
2.问题概述
接管锻件结构尺寸如图1所示,某接管在调质热处理后,其-20℃KV冲击功为20J、73J、67J,不满足技术文件中平均值≥40J、单个最小值≥28J的要求。为找出问题出现的原因,将其与性能合格的接管锻件进行对比分析,两件的各项性能对比如表1所示,其中零件1为性能不合格锻件,零件2位为性能合格锻件,接管外径φ890侧为A水口端,外径φ980侧为B冒口端,壁厚约为220mm,力学性能的取样位置为距内壁1/4壁厚处。

图1 接管结构示意图
表1 接管力学性能数据对比
零件 | 取样位置(内T/4) | 状态 | 方向 | 温度 ℃ | 夏比V型缺口冲击 | 均值 | RTNDT/℃ | ||
零件1 | A水口 | HTMP | 周向 | -20 | 113 | 150 | 116 | 126 | -25 |
A水口 | HTMP+SSRHT | 周向 | -20 | 88 | 161 | 68 | 106 | ||
B冒口 | HTMP | 周向 | -20 | 73 | 55 | 47 | 58 | -20 | |
B冒口 | HTMP+SSRHT | 周向 | -20 | 20 | 73 | 67 | 53 | ||
零件2 | A水口 | HTMP | 周向 | -20 | 186 | 175 | 179 | 180 | -25 |
A水口 | HTMP+SSRHT | 周向 | -20 | 166 | 87 | 124 | 126 | ||
B冒口 | HTMP | 周向 | -20 | 125 | 148 | 162 | 145 | -30 | |
B冒口 | HTMP+SSRHT | 周向 | -20 | 168 | 143 | 153 | 155 | ||
注:RTNDT要求:≤-20℃。
对比2件接管化学成分结果见表2,均满足技术要求。零件2的Si含量为0.13%,零件1的Si含量在0.19-0.21%范围,不合格件的Si含量偏高,其他元素无明显差异。
表2 接管锻件化学成分结果对比(质量分数) %
卡号 | C | Si | Mn | P | S | Cr | Ni | Mo | Cu | V | Al | 取样 位置 |
要求值 | 0≤0.25 | 0.10- 0.30 | 1.20- 1.50 | ≤0.012 | ≤0.008 | ≤0.20 | 0.60- 0.90 | 0.45- 0.60 | ≤0.10 | ≤0.05 | ≤0.04 | / |
零件1 | 0.2 | 0.2 | 1.42 | 0.005 | 0.002 | 0.11 | 0.72 | 0.51 | 0.03 | 0.002 | 0.018 | A水口 |
0.19 | 0.19 | 1.42 | 0.005 | 0.002 | 0.11 | 0.72 | 0.5 | 0.03 | 0.002 | 0.017 | B冒口 | |
零件2 | 0.2 | 0.13 | 1.4 | 0.005 | 0.002 | 0.12 | 0.72 | 0.5 | 0.03 | 0.002 | 0.01 | A水口 |
0.2 | 0.13 | 1.42 | 0.005 | 0.002 | 0.12 | 0.72 | 0.5 | 0.03 | 0.002 | 0.01 | B冒口 |
3.制造过程梳理
接管的制造流程复杂,包括熔炼、铸锭、锻造、热处理、机加工和无损检测 等。对两件接管的锻造和热处理过程进行梳理,以找出差异点。
3.1锻造过程梳理
两件接管的锻造过程对比如表3所示,锻造工艺和锻造成型方案完全相同,锻前加热温度均为1200-1250℃,在均保温方面因实际生产安排有所波动,合格的零件2最后出成品火次的均保温时间较短,为17h20min,不合格的零件1均保温时间较长,为28h20min。
表3 接管锻件锻造过程工艺流程对比
锻造火次 | 零件1 | 零件2 |
第一火 | 压钳口、锭身倒棱拔长、 气割水口弃料 | 压钳口、锭身倒棱拔长、 气割水口弃料 |
第二火 | 第一次镦粗、拔长 | 第一次镦粗、拔长 |
第三火 | 第二次镦粗、拔长 | 第二次镦粗、拔长 |
第四火 | 镦粗、拔扁方 | 镦粗、拔扁方 |
第五火 | 两端下偏心料拔长 | 拔扁方 |
第六火 | 拔长出成品 | 拔长下偏心料 |
第七火 | / | 拔长出成品 |
3.2热处理过程梳理
锻件锻造过程中无法通过动态再结晶获得细小均匀的组织,保留了热变形产生的应变硬化。为了细化锻造产生的粗大晶粒,消除应变硬化,在锻后应进行预备热处理。接管的锻后热处理为2-4件同炉,工艺曲线见图2。接管的调质热处理为单件进炉,工艺曲线见图3,两件接管锻后和调质热处理的工艺参数相同。
 图2 接管锻后热处理工艺曲线
图2 接管锻后热处理工艺曲线

图3 接管调质热处理工艺曲线
4.试样分析
4.1冲击残样断口分析
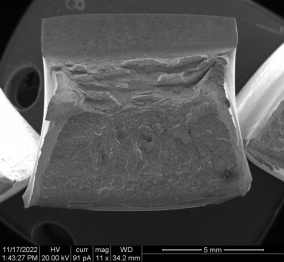
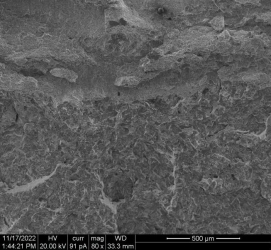
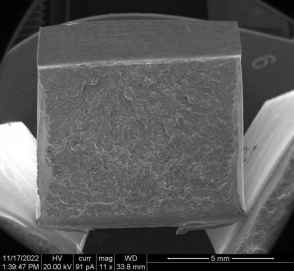
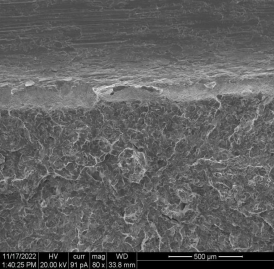
对零件1接管A料150J的冲击残样和B料20J残样进行了断口分析,如图4-图7所示,高冲击功断口和低冲击功断口形貌都比较典型,20J的冲击断口无塑性变形。对比A料和B料的断口,起裂区均呈现解理+准解理断裂形式,在起裂区均未发现可见的冶金缺陷。分析确认冶金缺陷及夹杂物不是造成冲击不合格的原因。
|
|
图4 零件1接管A料150J冲击残样断口 | 图5 零件1接管A料150J冲击残样断口高倍 |
|
|
图6 零件1接管B料20J冲击残样断口 | 图7 零件1接管B料20J冲击残样断口高倍 |
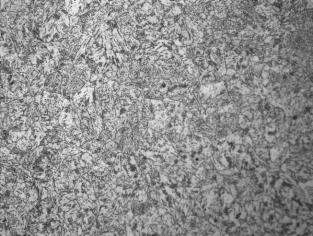
4.2冲击残样组织分析
对零件1接管A料150J的冲击残样和B料20J残样进行了金相组织分析,如图8和图9所示。两个残样的金相组织均呈现贝氏体回火组织特征,在金相组织上无法分辨出两者的差异,其晶粒度均达到7级,夹杂物评级未超标。通过分析,判断零件1接管冲击功不合格与冶金缺陷无关,调质热处理过程中淬火冷却满足要求。
|
|
图8 零件1接管 A料150J冲击金相组织 | 图9 零件1接管 B料20J冲击金相组织 |
5.原因分析
文献研究[1]表明在SA508钢中,Si具有强化基体的作用,同时Si与Ni一起在原奥氏体晶界产生偏聚,导致晶界内聚力降低,增加了回火脆性。Si在钢锭凝固过程中会产生偏析,冶炼时Si的成分范围控制在中下限较为合适。不合格接管较高的Si含量造成其韧性偏低。此外,在锻造过程中,接管拔扁方火次,属于高温大锻比火次(锻比约2.5),在后续的偏心下料,拔长出成品阶段,接管锻件方形截面部位(对应B料冒口部位)几乎一直处于无锻比状态,尽管最终出成品时,方形截面部位存在修型或整形,但高度或宽度方向的变形量均在50-100mm,锻比小于1.3,无法细化方形截面部位在高温锻前加热时产生的粗大组织与晶粒。不合格接管最后出成品火次保温时间较长造成原奥氏体晶粒粗大,造成性能下降。综合分析,Si含量偏高和最后火次保温时间较长,是造成接管冲击不合格的主要原因。
6.改进措施
SA508-Ⅲ钢接管在冶炼过程中应严格控制Si的含量,要求在0.13%-0.16%之间。考虑到锻件在锻造出成品火次经历加热时间偏长的情况,为了进一步改善组织状态,细化晶粒,在锻件调质前增加高温930℃退火,消除原粗大奥氏体组织的遗传效应,获得均匀的组织。文献研究[2]认为SA508-Ⅲ钢在650℃以上回火或者过分延长保温时间,其Mo2C粒子的大量析出长大导致基体中Mo含量显著下降,Mo对回火脆性的抑制作用被削弱,韧性明显下降。由于回火温度和时间显著影响碳化物的形态和分布,进而改变锻件的性能,要严格控制回火参数Pt=T(logt+20)×10-3(K,Hr)。当回火参数为19.2-19.6时,能够得到最高的冲击韧性。从提高锻件强韧性匹配的角度出发,控制回火参数在19.0-19.9之间。
7.结论
通过对接管锻件冲击性能不合格问题的分析研究,找出影响锻件质量的关键制造工艺,明确了锻件Si含量的控制要求,提出了在锻造和热处理过程的改进工艺措施,对此类接管锻件的制造工艺参数设计起到了很好的借鉴作用。
参考文献
[1]陈红宇,杜军毅.核反应堆压力容器锻件用SA508系列钢的比较和分析[J].大型铸锻件,2008(1):1-3.
[2]周 飞,李家驹.核反应堆容器用SA508Gr.3钢热处理[J].一重技术,2015(3):49-52.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号