中国船舶集团有限公司第七一三研究所
摘要
TC4合金以其优异的力学性能以及生物学性能,在制药工业、手术器械、人体植入物等领域中得到了广泛的应用,如何有效提升TC4合金器件的表面粗糙度是生物医学领域的一个重要课题。本文提出了一种基于气流调控的激光抛光方法,利用新型的气流方向可调节的保护气喷嘴,分析了保护气流方向、流速对TC4合金对激光抛光过程的影响。通过研究保护气的流速以及气流对其表面形貌的调控过程,得到了最优化的保护气气流参数。本研究表明,通过调控保护气的气流方向和气流流速,可精确控制抛光后TC4合金的表面粗糙度及形貌。本研究结果可为高速、高质量的TC4合金抛光技术提供有效的技术支持。
关键词 激光抛光;TC4合金;马兰戈尼力;气流辅助激光抛光
1 引 言
TC4合金(Ti-6Al-4V)是一种α-β型钛合金,由于其优异的力学性能、低密度、耐腐蚀性以及良好的生物相容性,广泛应用于航空航天、汽车工业以及医疗领域。尤其在医疗领域,TC4合金被用于制造诸如人工关节、骨钉、牙种植体等生物医学器械,这些器械不仅要求材料具有高强度和耐腐蚀性,还要求能够与人体良好融合。此外,由于钛合金具有良好的生物惰性和抗疲劳特性,使其成为制作长期植入体的理想材料。然而,TC4合金的高硬度和低导热性使其在加工过程中面临诸多挑战,尤其在复杂自由曲面抛光时,传统的机械加工方法难以达到所需的表面精度和光洁度。这些限制促使研究人员寻求更高效的表面处理方法,以提升TC4器械的表面性能。
激光抛光作为一种新兴的表面处理技术,在加工复杂自由曲面方面展现了巨大的潜力。与传统的机械抛光相比,激光抛光通过高能激光束的局部加热使材料表面快速熔化并重新凝固,从而去除表面微观缺陷,改善表面粗糙度。这种方法具有多个显著优点。首先,激光抛光是一种非接触式加工方法,避免了传统抛光过程中工具与工件直接接触所导致的磨损和变形。其次,激光抛光具有高度的可控性,激光参数如功率、频率和扫描速度可以根据不同材料和表面要求进行精确调节,从而实现多样化的抛光效果。再次,激光抛光能够处理复杂的自由曲面和狭小空间,是其他抛光技术难以实现的。此外,激光抛光还能提高材料表面的显微结构均匀性,进而改善材料的硬度和耐腐蚀性,使其更加适用于高要求的生物医学器械和航空航天零件。针对TC4合金的表面处理,已有多个研究表明激光抛光在提升表面粗糙度、减少表面缺陷方面具有显著效果。例如,Wang等人研究了不同激光参数对TC4表面粗糙度的影响,结果表明通过优化激光扫描速度和功率密度,可以将TC4表面的粗糙度从原始的几微米降低到纳米级别。Liao等人的研究也进一步证实,激光抛光不仅能减少表面粗糙度,还能改善材料的电化学性能,这对长期使用的医疗器械尤为重要。这些研究结果表明,激光抛光为解决TC4复杂表面加工提供了一种高效而精确的解决方案。
然而,尽管激光抛光技术在提升表面质量方面具有显著优势,传统的激光抛光方法通常采用直径小于100μm的小光斑进行加工。这种小光斑技术在加工自由曲面时虽能实现高精度,但在大面积抛光时效率较低,且光斑搭接区域的表面粗糙度较高,难以达到理想的光滑度。为提高加工效率,大光斑激光抛光技术逐渐成为研究的重点方向。大光斑不仅能够覆盖更大的表面区域,还能显著提高加工速度。然而,大光斑激光抛光过程中的熔池动态行为会带来新的挑战,尤其是马兰戈尼效应。马兰戈尼效应是指由于熔池中温度梯度的存在而引发的表面张力梯度,导致熔池内金属熔体发生剧烈的对流现象。这种不稳定的熔体流动会影响材料表面平整度,甚至可能在冷却凝固后形成微观裂纹或气孔,从而降低抛光质量。Li等人研究了激光加工过程中熔池的马兰戈尼效应,发现温度梯度越大,熔池内的金属流动越剧烈,表面质量越难控制。类似地,Zhao等人的实验模拟结果也表明,马兰戈尼效应对激光加工的表面形貌有重要影响,并且其影响程度与光斑大小、激光功率以及加工速度密切相关。因此,如何在大光斑抛光过程中有效控制马兰戈尼效应,已成为提高表面质量的关键问题之一。
针对大光斑激光抛光过程中马兰戈尼效应带来的挑战,本文提出了一种通过气流调控的方法,以期在不降低加工效率的前提下有效控制熔池内的金属流动。具体而言,通过调节抛光装置的保护气体流速及气流方向,可以有效减少熔池内的对流强度,进而降低马兰戈尼效应对表面质量的影响。本文首先介绍了实验装置的设计与气流调控机制,并通过实验验证了不同气流参数对TC4合金表面抛光结果的影响。实验结果表明,合理的气流调控不仅能够显著降低表面粗糙度,还能改善光斑搭接区域的均匀性,提升整体表面光洁度。最后,本文的研究成果为大光斑、高效的TC4合金激光抛光提供了新的技术途径,并为未来的表面处理工艺设计提供了理论参考。
2材料与方法
2.1 样品制备
本文采用TC4合金,元素成分如表1所示,加工前用线切割设备切割成50mm*50mm*5mm的尺寸,采用角磨机对其表面进行预抛光处理。
表1 TC4合金的化学成分
Element | V | Al | Ti |
Content (wt.%) | 3.5 | 5.5 | 91 |
2.2. 实验方案
气流辅助的TC4合金激光抛光系统示意图如图1所示。其中激光器使用的是锐科激光公司生产的6000W光纤激光器,纤芯60um,数值孔径0.22,激光波长为1064nm。激光头为“准直-聚焦”系统,准直透镜与聚焦透镜的焦距比为1:3,聚焦光斑直径为1.8mm,激光输出模式为连续(CW)输出。所使用的气流喷嘴为实验室3D打印制作,材料为树脂,保护气为氦气,载气流量通过节流阀控制,喷嘴的吹气角度可以调节,调节范围为0-180°。激光头固定在五轴机械臂上,可以实现多维加工。如图3所示,安装在激光头的在系统完成后,对样品进行多组参数的抛光,通过不同参数下抛光的结果寻找到合适的激光参数,本文的激光功率实验值为660W,670W,680W,气流范围是10L/min-100L/min,气流角度为0,45,90°,135°,180°

图1.飞秒激光清洗系统原理图
2.3. 表征方法
本研究中,采用麦克奥迪Easy ZooM5超景深数码显微镜对抛光后的TC4合金进行形貌表征,同时利用日本奥林巴斯生产的型号为OLS-5100的共聚焦显微镜和型号为XploRA PLUS的全自动显微共聚焦拉曼光谱仪分别对样品进行了粗糙度和拉曼分析等表征。这一综合表征的方法为全面了解样品的微观结构、化学成分以及表面形貌提供了可靠的实验基础,为飞秒激光清洗技术的研究和应用奠定了坚实的基础。
3实验结果与讨论
3.1 气流辅助激光抛光对TC4合金表面形貌的影响
首先,我们分析辅助气流的载气流量和吹气角度对TC4抛光表面形貌的影响。设定激光功率为800W,抛光路径为直线,激光扫描速度为20mm/min,辅助气流的吹气角度为0°。我们采用超景深显微镜对不同载气流量状态下的TC4抛光样片进行形貌学分析,所采用的载气流量分别为50L/min,100L/min,200L/min和300L/min,实验结果如图2所示。
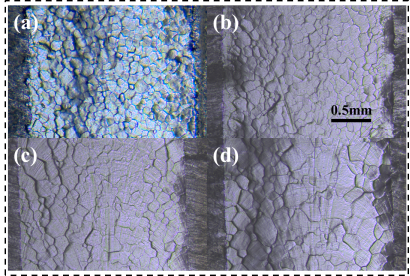
图2. TC4合金抛光后表面形貌随气流量的变化关系(a)50L/min(b)100 L/min(c)200L/min(d)300L/min
通过图2我们可以看到,TC4抛光过程中出现了明显的凝固诱导结构,随着载气流量的不断增加,凝固诱导结构的尺寸不断增加。根据Li等人的研究结果,凝固诱导结构出现的原因为大功率抛光的过程中的大温度梯度使热毛细力占主导地位,热毛细力驱动熔池沿切向方向流动,长期的流动导致充斥表面产生起伏的波纹分布,凝固后在表面产生凝固诱导结构。而随着载气流量的增加,凝固又到结构的尺寸会逐渐增大,这可能是由于大流量的保护气体的引入对熔池表面施加了一定量的力,在一定程度上阻止了热毛细力引起的切向流动,从而增大了凝固诱导结构的尺寸。
随后我们对辅助气体的吹气角度与TC4表面抛光形貌之间的关系进行分析,我们设定激光功率为800W,抛光路径为直线,激光扫描速度为20mm/min,载气流量为100L/min,吹气角度设定为气流与激光抛光方向之间的夹角,分别设定为0°,45°,90°,135°,180°,实验结果如图3所示。
![]()
![]()
![]()
![]()
![]()
![]()

图3. TC4合金抛光后表面形貌随气流角度的变化关系(a)0°(b)45°(c)90°(d)135°(e)180°
如图3所示,当激光功率、扫描速度、辅助气体的载气流量确定之后,改变辅助气体的吹气角度,对抛光后的TC4表面形貌影响并不明显。![]() 表示表面温度张力系数,其正值或负值决定熔池的流动方向,本研究所使用的TC4合金的
表示表面温度张力系数,其正值或负值决定熔池的流动方向,本研究所使用的TC4合金的![]() <0,因此TC4合金的熔池流动方向为熔池中心流向边缘,如图3e所示。由于熔池的流动是从熔池中心沿各个方向流向熔池边缘,所以气流方向的引出无法对每个方向的热毛细力进行抑制,结合表面凝固诱导结构出现的原因,可以知道,无论引入任何单一的气流方向,都无法抑制凝固诱导结构的出现。
<0,因此TC4合金的熔池流动方向为熔池中心流向边缘,如图3e所示。由于熔池的流动是从熔池中心沿各个方向流向熔池边缘,所以气流方向的引出无法对每个方向的热毛细力进行抑制,结合表面凝固诱导结构出现的原因,可以知道,无论引入任何单一的气流方向,都无法抑制凝固诱导结构的出现。
3.2气流辅助激光抛光对TC4合金表面粗糙度的影响
下面我们分析辅助气体的载气流量对TC4表面粗糙度的影响,同样,我们选取激光功率为800W,扫描速度20mm/min,吹气角度0°。取载气流量范围为50L/min~450L/min,利用激光共聚焦显微镜对抛光后的TC4合金其进粗糙度测量,其中每个样品随机选取5条线进行线粗糙度(Ra)的测量,取平均值降低取样带来的误差。测量结果如图4所示。

图4 TC4表面粗糙度随保护气载气流量的变化
如图4所示,可以看到随着辅助气体载气流量的增加,TC4表面的粗糙度呈现了先增加——后降低——达到最低点且趋于稳定——最后急剧上升的特点。在实验开始阶段,气流量较低,熔池表面受到的气流干扰有限。在这种情况下,热毛细力在熔池的流动中占据主导地位,造成熔池表面的温度分布不均匀。这种不均匀的热流动会导致表面形成较大的波纹和结构,从而增加表面粗糙度。这一现象与其他研究结果一致,表明在低气流量条件下,熔池的流动特性更容易导致表面缺陷的产生。随着气流量的逐步增加,熔池表面受到的气流干扰加强,这一阶段气流可以有效地平衡熔池内的热毛细力,从而促使熔池的流动变得更加均匀。此时,气流对熔池的冲击力适中,有助于抑制表面不规则的波纹形成,进而使得表面粗糙度逐渐降低,最终达到最低点。研究表明,在适当的气流量下,熔池表面能保持更好的稳定性,这有助于改善最终的表面质量。然而,当气流量继续增加至某一阈值后,气流对熔池表面的冲击力可能变得过于强烈。这种强气流的作用不仅可能破坏熔池的均匀流动,还可能引发气流涡旋等不稳定现象,导致熔池的热分布和流动特性受到影响。这一过程可能导致原本形成的凝固诱导结构被打乱,从而引发粗糙度的急剧上升。与一些相关文献的观察结果一致,过强的气流量常常会导致表面缺陷的增多,使得最终的表面粗糙度显著增加。
最后我们分析一下辅助气体的吹气角度对TC4表面粗糙度之间的关系。我们设定激光功率为700W,800W,900W;抛光速度为20mm/min,载气流量为100L/min;吹气角度分别为0°、45°、90°、135°和180°。TC4表面粗糙度的测试结果如图5所示。

图5 TC4表面粗糙度随保护气角度的变化
从图5可以看出,对于不同抛光功率而言,当气流方向为90°时,气流与熔池的流动方向垂直,这可能导致熔池内的热毛细力未能有效平衡,从而造成不均匀的热分布和流动。这种不稳定性使得熔池表面更容易产生波纹和缺陷,导致表面粗糙度最大。这与一些研究表明的结果一致,即气流方向与熔池流动方向不一致时,会引发不稳定的流动特性,从而降低表面质量。相比之下,当气流方向为45°或135°时,气流对熔池的影响更加优化。此时,气流不仅能够帮助熔池表面的冷却,还能在可编程程序中熔池的流动,使得热毛细力得到有效调节。这样的流动状态可以促进熔池表面的均匀支撑性,抑制了漩涡的形成,导致粗糙度达到最低。这与现有文献中提到的最佳端点角度一致,强调了端点方向与熔池流动的良好作用。不同的气流方向可能会导致不同的热气流方向和冷却速度。在45°和135°的情况下,气流可能有效地促进熔池的冷却,形成更小、更均匀的表面结构,这直接影响了最终的表面粗糙度。研究表明,适当的排气角度能够优化冷却过程,提高表面质量。
4 结 论
本文使用气流辅助的连续激光抛光抛光方法对TC4合金进行了抛光实验研究。实验中我们设计并制作了吹气角度0-180°连续可调的气流喷嘴,分析了辅助气流的载气流量与吹气角度对TC4合金抛光结果的影响。实验结果表明,吹气角度不变的情况下,载气流量越大,TC4表面的凝固诱导结构越大,而通过表面粗糙度分析可知,当载气流量大于150L/min时,TC4的表面粗糙度随着载气流量的增加而降低,并且降低速率随着载气流量的增加而越来越慢,当载气流量超过400L/min时,TC4的粗糙度反而增加。另一方面,实验分析了不同抛光功率下,TC4表面粗糙度随辅助气体吹气芳香的变化规律。研究结果表明,不同吹气角度对TC4合金表面抛光凝固诱导结构的形貌大小几乎没有影响;同时,实验结果表明,对于不同抛光功率,当辅助气体与抛光方向成垂直(90°)时,TC4表面的粗糙度最大,当辅助气体与抛光方向成45°和135°时,粗糙度有着明显的极值。综上所述,通过本文的研究,可以得到结论:通过添加辅助气流,调节其载气流量和吹气角度,能够有效的提高TC4合金表面的粗糙度,提高抛光效果。
参考文献
[1]周浩,赵振宇,周后明,等.钢材料表面的激光抛光技术及应用[J].机床与液压,2020,48(23):184-189.
[2]王梁,姜柯,范思远,等.低粗糙度表面的连续激光抛光形貌演化机制研究[J].中国激光,2023,50(12):151-164.
[3]廖聪豪,周静,沈洪.增材制造TC4钛合金在激光抛光前后的电化学腐蚀性能[J].中国激光,2020,47(01):89-95.
[4]狄洪亮,张心明.半导体激光器抛光1.2333模具钢工艺参数优化研究[J].兵器材料科学与工程,2020,43(02):37-41.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



