中铁山桥集团有限公司道岔分公司 河北秦皇岛066000
摘 要:钻孔是道岔钢轨件加工过程中的重要工序,道岔的整体组装效果和安全性能受钢轨件钻孔的影响较大。传统的人工接触式钻孔检测方法虽然具有设备简单、成本低的优点,但仍存在检测精度低、人员需求量大的固有弊端。本文研究了影响道岔钢轨件钻孔质量的项点因素,并通过研究机器视觉图像和激光检测技术将其应用到钻孔检测中,形成了一套可实现钻孔质量在线自动检测的智能系统。该系统通过非接触式检测方式对钢轨钻孔的各个质量项点进行检测,并将检测结果上传保存至共享信息平台,保证质量信息的可追溯性。本系统研究提高了道岔钢轨件钻孔的检测精度,进一步解放了员工劳动力,同时对于实现道岔智能制造具有重要意义。
关键词:道岔 钻孔质量 非接触式检测 机器视觉 激光扫描
1 研究背景
近年来我国铁路运输事业快速发展,极大地促进了国家经济效益的提高。道岔是实现列车在线路上转线运行的关键轨道设备,其质量直接影响列车的行驶状态和旅客的舒适程度,是当前制约我国高速铁路建设的主要因素之一。为保证列车高速平稳地在线路上运行,必须严格控制道岔的制造和组装质量。钢轨件是道岔的主要构成部分,其尺寸精度是影响道岔质量的关键指标,确保钢轨件加工尺寸的高精度性能够很大程度上降低道岔的组装难度。
钢轨件钻孔是道岔加工制造过程中的重要工序,其主要作用是通过螺栓、螺母等紧固件实现钢轨与零件和其它轨件的联接装配,道岔的整体组装效果和安全性能受钢轨件钻孔质量的影响较大。
目前,国内道岔制造行业内均基本实现了钢轨钻孔的数控化作业,并广泛采用人工使用钢卷尺和游标卡尺的检测方法对钻孔质量进行检测。这种接触式检测方式具有设备简单、成本低的优点,但是也存在着检测精度低、效率慢、人员需求量大及稳定性受人为因素影响的固有弊端。随着高速铁路的不断发展,这种传统的检测方式已逐渐不再符合当今制造企业高精度、高效率的测量要求。
与接触式测量相比,非接触式测量方式则展现出了测量精度高、信息采集处理快、重复稳定性好等特点。这种基于机器视觉技术的非接触式测量方式通过工业相机或激光扫描来获取钢轨表面图像,进而通过轮廓数据取得所需尺寸数据,是一种具有广泛应用潜力的智能检测技术。
从上世纪70年代的早期时候,发达国家就开始把机器视觉应用到了实际生产中,相应的非接触式检测技术和理论日趋成熟并得以推广,由此,该技术逐渐成为了现代工业自动化检测的重要手段和基本方法。同期,国内的非接触式检测方式发展在装备和技术上明显落后于国外,不过本世纪以来,我国在机器视觉技术和数字图像处理技术等科技领域不断突破,基于机器视觉的检测技术在各个行业的自动智能系统中得以广泛应用。近年来,相关研究人士也把非接触式测量技术引入到道岔加工制造行业内,并取得了良好的实践效果,比如中铁宝桥南京公司研究的道岔钢轨件数控化加工自动化在线检测项目,即通过激光扫描实现了非接触式钢轨轮廓在线检测。
本研究将非接触式检测方法在道岔制造中的应用进一步延伸,拓展到钢轨件钻孔质量项点检测之中,以期能够改变传统的检测方式,实现道岔钢轨钻孔高精度、高效率地自动智能检测。
2 研究内容
2.1 确定钻孔自动检测项点
2.1.1螺栓孔尺寸检测项点
钢轨件螺栓孔的钻孔尺寸是最基本也是最重要的质量项点,其尺寸精度是影响道岔质量的关键指标,因此首先确定螺栓孔的尺寸检测项点(如图2-1)。
在TB/T 412和TB/T 3307标准中对钻孔的尺寸项点有明确的要求,其中主要包括了:孔径、孔高、孔距的极限偏差,按照允许极限偏差的5%-10%标准可以确定尺寸项点自动检测的精度,具体见表2-1。
表2-1 钻孔尺寸项点及检测精度
尺寸项点 | 允许偏差/mm | 检测精度/mm |
孔径(跳线孔除外) | +1 -0.2 | 0.05mm-0.1mm |
孔高 | ±1 | 0.05mm-0.1mm |
有装配关系孔距 | ±1 | ≤1mm |
无装配关系孔距 | ±2 | |
轨端与第一孔孔距 | ±1 | |
轨端与最圆孔孔距 | ±3 |

图2-1 钻孔的尺寸项点
2.1.2孔周表面质量检测项点
孔周表面质量检测项点主要包括孔周倒角质量及大小、孔周凹凸字存在情况(如图2-2)。按照TB/T 412标准要求,钢轨钻孔后应对孔周进行0.8~1.5mm倒棱,角度为45°,且应清除飞边毛刺,若孔周存在倒角不均匀或齿状倒角等缺陷,则易造成钢轨顶弯时应力集中发生断裂(如图2-3)。同样,对于钢轨轨腰处侵入孔内的凹字标识也需要进行检测并及时打磨处理,避免顶调时应力集中而增加折断的质量风险。若钢轨轨腰的凸字标记分布于孔周附近,则会影响零件与轨件的装配精度,通过查阅图纸统计了各类道岔零件与钢轨件的孔边接触范围(见表2-2),最后与打磨操作人员的劳动强度综合考虑,确定了凹凸字需要检测的范围为孔中心左右各60mm。




图2-2 孔周边存在的凹凸字标记
图2-3 孔倒角不均及引发的钢轨断裂
表2-2 各类道岔零件与轨腰孔接触范围
道岔零件 | 接头铁 | 顶铁 | 间隔铁 | 限位器 | 轨撑 |
与孔周接触范围/mm | 30 | 20-40 | 30-80 | 50 | 80 |
2.2 研究钻孔自动检测系统
由于道岔轨件的孔数和钻孔规格较多,逐根进行检验的难度大,主要以人工首件检验为主,检验精度和效率难以有效保证。因此,研究开发一种自动检测钻孔质量的智能系统具有重要意义。
2.2.1 分析确定数字化项点检测技术方案
由于人工测量道岔钢轨钻孔尺寸存在效率低、测量精度低、主观性强和一致性差的弊端,所以为了改变传统的钻孔检测方式,研究提出了基于机器视觉的道岔钢轨钻孔尺寸测量方法。基于机器视觉的检测技术以其高精度、高速、高效、灵活、非接触式、获取信息丰富等优点,日益成为了一种具有广泛应用潜力的检测技术。
综合考虑检测精度和检测效率,决定采用技术应用已较为成熟的视觉图像和激光检测技术(如图2-4)共同完成钻孔质量项点的检测。
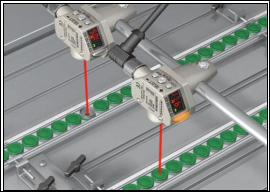
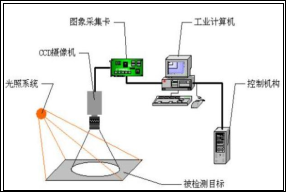
图2-4 视觉图像传感技术和激光传感技术
视觉图像技术方案即利用非接触式光学成像原理,通过两个视觉相机对钢轨轨腰两侧表面拍照,采集相应的图像数据进行处理。对于孔及倒角的尺寸检测,通过提取出采集来的图像数据中的孔、面、线等几何要素,实现对钻孔几何尺寸的计算和测量;对于凸凹字等标记形状的识别,通过模式识别算法,提取图像中形状的特征向量与模板特征向量进行匹配,达到匹配度后实现检出报警或标记。
在图像采集设备选型方面采用了基恩士CV-X系列视觉系统,该系统由高精度视觉相机、控制器以及照明光源构成,能够快速检测钢轨孔的边缘位置并提取孔边像素信息,进而求出虚拟圆,稳定计算出孔的中心位置和直径。同时,该视觉系统中的高精度相机与超高速照明光源可排除周围环境的影响及检测时工件偏差带来的不稳定因素,实现稳定抽取形状(凹凸)和纹理(图样)信息。另外,该视觉系统拥有较强的缺陷识别能力,可以对钻孔倒角的各类缺陷进行准确检测辨识。
最终经过一系列对比选型,确定了型号为CA-H6400M和CA-H500MX的两种视觉相机,以及型号为CV-X490F的控制器。
在基恩士控制器中配套有控制软件,用于相机的标定、参数配置、几何要素的检出、数据显示以及数据保存。钻孔尺寸检测系统通过两个相机对钢轨表面拍照,输出图像数据,控制器收集采集信息,并计算相应的几何尺寸数据。在测量软件内将相机标定值设置完成后,即可进行钢轨钻孔检测作业,其主要几何要素检测模式如图2-5:
为了验证视觉图像技术在钻孔质量项点检测中应用的可行性,使用所选型的视觉系统在生产现场对钢轨孔的几何尺寸、倒角状况以及孔周凹凸字逐项进行了检测试验(图2-6),试验结果为该视觉系统能够精确完成上述质量项点的检测任务。
对于孔间距的检测,若采用数控钻机床自身的行程数据(X值)作为参考,则当机床导轨存在较大走行或定位误差时影响孔距检测结果的准确性,因此研究采用激光测距的方式对孔间距和孔与轨端距离进行测量检测。
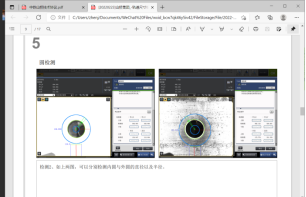

图2-5 视觉相机可检测的几何要素模式

图2-6 使用视觉相机对钻孔进行检测试验


本方案采用劳易测长距离激光传感器(如图2-7),该型传感器最大测量距离为40米,用于检测钻床移动的绝对位置信息,激光传感器安装于钻床移动部分,为降低激光测距随距离产生的随机误差,在机床固定端安装有钻石反光板(如图2-11),形成对激光光束的精确反射,提高激光测量的信噪比和精度。
图2-7 激光传感器 图2-8 钻石反光板
2.2.2 制定检测设备的机械结构方案
确定了用于检测钻孔的检测设备后,还需要具备搭载检测设备的机械结构,如果单独设立辅助检测设备作业的支撑框架和导轨,则会造成制造成本的增加以及占用更多的作业空间。因此,借助数控钻床的搭载能力,在钻床压紧机构增设辅助检测设备运行的机械结构无疑是更加合适的解决方案。
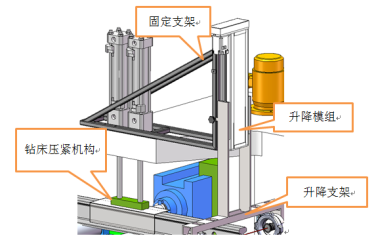
依附于数控钻床的检测设备应满足机床正常的钻孔条件,即在钢轨钻孔阶段检测设备不应与钢轨或钻床发生干涉情况。同理,在钻孔检测阶段,检测设备移至钢轨轨腰位置并前后移动时,机床不应与待测轨件干涉。因此,检测设备应能够在机床的悬臂支架上灵活移动以适应钻床的不同工作状态。为此,通过在机床的悬臂支架上设置单独的升降机构(如图2-9),使检测设备可以在不同工作阶段自由移动,以此达到检测设备借助数控钻床的使用要求。升降机构主要由装载视觉相机的升降支架、提供动力的升降模组以及连接钻床压紧机构的固定支架三部分组成。
图2-9 自动升降机构的组成部分
2.2.3 完善钻孔自动检测系统及制定系统工作流程
完整的钻孔自动检测系统中除了包括重要的硬件检测系统(包含检测设备及升降机构,如图2-10)外,还应该具有控制升降机构及数控钻床动作指令的控制系统,以及用于支持原始数据导入和检测结果输出的软件系统。在控制系统中,检测设备与机床采用Profinet通讯协议进行信号传输(只进行信号的交互不读取机床数据),通讯信号包括逻辑信号、数据信号及急停信号等。
钻孔自动检测系统的工作流程(图2-11)为:
1)原始数据导入:钢轨钻孔完成后,操作者填写参数表(后续重复操作直接调取),包括X(孔距)、Y(孔高)、φ(孔径)、倒角大小公差;
2)检测设备对零:按下启动按钮,检测设备接收到机床对零请求后,电动模组下降至设定位置(针对不同轨型选定不同高度的档位,原始数据给出高度),长距点激光检测相机相对全局坐标系中位置数据,相机对钢轨端面进行拍照并计算出钢轨的起始位置并向机床输出对零结束信号;
3)钢轨孔检测:检测设备对零完成后钻床从一端开始行走,行走至两相机激光线可对心后(孔的位置两相机光轴可透过),通过2台相机的同时工作,完成对轨面的拍照,并结合长距离激光传感器测量数据进行图像数据处理及后台计算。

4)输出检测结果:后台计算完成后,软件系统根据要求实时显示必要信息,信息内容包括实际数值、标准数值、差值、是否合格,并按照预制表格输出检测数据,可与厂级MES通讯上传检测数据且支持使用U盘进行数据导入导出。
图2-10 硬件检测系统的组成部分

图2-11钻孔自动检测系统的工作流程
3 研究总结
道岔钢轨件螺栓孔自动检测系统研究通过确定检测项点、制定数字化检测方案和系统机械结构方案、完善检测系统以及确定系统工作流程,形成了一套完整的钻孔自动检测技术方案,并通过试验验证了该检测系统的可执行性,为该项目的实施提供了技术思路支持。
钢轨件的钻孔质量是道岔组装和道岔安全性能的重要影响因素,又因道岔轨件上钻孔的数量种类繁多,所以承担钻孔检测任务的检查人员存在较大的工作量压力,稍有失误便会遗漏检测或出现检测偏差。道岔钢轨件螺栓孔自动检测系统研究借助先进的智能检测手段,改变了传统的接触式人工测量方式,充分发挥了非接触式测量方式的优势,使钻孔检测更加精准、高效,降低了钻孔不合格轨件流入下工序的质量风险,可实时对道岔轨件的钻孔质量进行追溯,同时也解放了钻孔质量检查人员的劳动力。因此,本研究对于提高道岔产品质量和生产效率,以及降低人员工时成本具有积极意义。
道岔钢轨件螺栓孔自动检测系统研究借鉴了视觉图像技术和激光扫描技术在道岔轨件廓形测量和加工尺寸测量研究中的成功应用经验,是智能检测技术在道岔制造领域的又一延伸,目前正在实施与生产制造之中,并在行业内具有积极的推广价值和应用前景。同时,该研究也为智能技术手段在道岔制造其它方面的应用提供了理论基础,对全面实现道岔智能制造具有重要意义。
参考文献
[1] 张广军.视觉测量[M].北京:科学出版社,2008.
[2] 郑玉倩.基于机器视觉的道岔钢轨件端面尺寸测量[D].河北:燕山大学硕士论文,2015,2-4.
[3] 范安然.基于双目立体视觉的道岔钢轨钻孔的尺寸测量[D].河北:燕山大学硕士论文,2015,36-45.
[4] 管宝龙.机器视觉技术及其在机械制造自动化中的应用[J].工程技术:文摘版,2016(11):00240-00240.
[5] 标准轨距铁路道岔:TB/T 412-2020[S].
[6] 高速铁路道岔制造技术条件 第1部分:制造与组装:TB/T 3307.1-2020[S].
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



