佛山科勒有限公司 528137
摘要:我国工业化建设的稳步推进,工带式输送机作为一种高效的运输设备,具有较为突出的良好表现,但是由于其作业环境的复杂化与恶劣化,由人工开展巡检工作会耗费较长的时间,且危险系数较高,检测精准度难以保障,所以对其进行自动化巡检装置十分有必要。本文以工带式输送机自动化巡检装置设计准则为切入点,重点分析其具体设计模块,深入探讨现场调试情况。
关键词:工带式输送机;自动化巡检装置;现场调试;驱动装置
前言:工带式输送机与其他的运输设备对比来说,具有结构简单、可操作性强以及成本投入较少的优势,其长时间处于较为恶劣的作业环境下,容易出现故障问题,陷入瘫痪,所以要对其定期开展巡检工作,传统的人工巡检模式呈现出低效状态,检查不够完全充分,难以满足实质需求,因此做好其自动化巡检装置设计,有助于优化巡检成效。
一、工带式输送机自动化巡检装置设计准则
针对工带式输送机开展自动化巡检装置设计,是为了优化巡检工作质量,提高巡检效率,确保设计足够合理化,可以发挥出优良作用,要遵循一定的设计准则。其一先进性准则,这是自动化巡检装置设计要严格遵循的基本准则,做到先进化设计才能够既满足于当前的巡检工作需要,又有助于进一步延长装置运用的使用生命周期。装置设计过程中,要确保其可以监控工带式输送机处于工作运行状态下的每一环节,是推动设备平稳生产的根本参考指标。借助于自动化巡检装置来掌握设备运行全过程的状态表现,对反馈的数据信息深入分析,以此作为自动化巡检系统优化改进的重要依据,持续增强其先进化程度[1]。
其二可靠性准则,按照此原则设计出的自动化巡检装置,才能够长时间保持在稳定的状态下,有着广泛的应用范围,促使生产安全系数有所提高。当自动化巡检装置有着突出的可靠性能,既可以监控设备运行状况,找到其所隐含的故障问题,又进一步丰富了自身的系统功能,表现出良好的故障自我诊断、隔离与排除功能,为安全生产保驾护航。其三抗干扰性准则,由于工带式输送机处于较为恶劣的作业环境下,自动化巡检装置也同样要克服恶劣条件的影响,遵循抗干扰性准则,以此从根本上优化装置的自动化控制性能,提高装置的抵御能力,能够得到更加精准的故障巡检信息,采取妥善的处理措施。
二、工带式输送机自动化巡检装置的具体设计模块
(一)明确设计要求
立足于工带式输送机原本的工况来设计自动化巡检装置,应当充分明确设计要求,统筹规划出各个设计模块单元,降低后续设计不够妥善这一不良状况的发生几率。自动化巡检装置是负责检测工带式输送机在工作环境下的运行状态,需要采集现场环境的温度与湿度信息,以及设备中皮带完整性和托辊运行性等参数,所以要特别设计出装置需配备温湿度传感器与振动传感器。与此同时,自动化巡检装置要具备良好的故障识别功能,可以自我分析及处理传感器所采集到的各项参数信息,根据处理反馈结果做到准确定位,第一时间向外发出预警,同时将数据信息回传给控制中心。自动化巡检装置需检测出工带式输送机可能会出现的打滑、断带、跑偏以及撕裂等问题,要保持长时间的稳定运行状态,并且还要多次重复检测,所以在设计要求中应当明确,所设计的故障诊断和报警功能不可过于复杂化,以免影响装置响应时间。自动化巡检装置的设计要求应当集中在,检测工带式输送机的运行状态、采集与处理数据信息以及具有数据传输通信功能,当装置的设计要求明确后,则进入到结构组成设计模块。
(二)结构组成设计
对于工带式输送机的自动化巡检装置的结构组成设计,应全面化与系统化地考虑到其运用需求,可以细化分为地面检测与控制系统、数据信息接收与传输系统以及巡检机器人系统。当自动化巡检装置处于工作运行状态下,工带式输送机的巡检机器人系统会一直在特定的巡检轨道上保持良好运行趋势,对其所设计的能源动力为导轨,每日持续不间断地开展巡检工作。考虑到工带式输送机作业范围,设计巡检系统的巡检范围为120m,巡检速度保持在每秒0.4m,每一次巡检系统可运行时间为10小时,也就是确保系统电量充足后,可以一次完成60个来回的巡检任务。数据信息传输与接收系统则负责接收与传输巡检系统所反馈的数据信息,该环节的有序推进是依赖于无线基站所完成的,交换机接收到数据传输指令后与地面交换数据[2]。地面检测与控制系统则是将交换机所含有的数据信号回传给监控平台,平台对其开展深入分析与处理,高质量完成故障检测任务。当该系统收到故障预警后,要第一时间借助于RFID定位模块来做到故障精准定位并采取相应的处理措施,之后再分析引发该故障问题的具体原因,确保故障被全面排除,之后恢复至正常的自动巡检状态。设计自动化巡检装置在前三个小时开展巡检工作,后三个小时则负责检查工带式输送机的故障问题以及对其进行维修保养,由此能够保障装置的最大化效率。工带式输送机自动化巡检装置结构如下图所示:
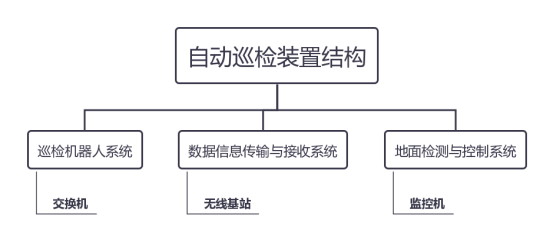
图一工带式输送机自动化巡检装置结构
(三)机械传动模块
工带式输送机是一种大型的机电设备,可以用于输送距离超过千米的生产原料,所以在设计自动化巡检装置时还应当特别考虑机械传动模块。由于传统模式下对于工带式输送机的故障排查一直采用以人力每间隔一定的时间期限实施巡检的方式,不仅难以保障巡检效率还易出现偏差,当未做到故障精准监测,使得存在问题的工带式输送机继续处于工作状态下,则可能会发生重大的安全事故。设计自动化巡检装置的机械传动模块要同步使用多数量的传感器,全面采集数据信息,以此作为设备运行状态监控以及故障诊断的根本依据。因为自动化巡检装置要根据输送机的运行轨迹来做往返运动,达到故障点位后必须精准停靠,向数控中心及时反馈位置参数信息。因为工带式输送机本身承载着远距离输送任务,所以应当有针对性地设置自动化巡检装置也具备远距离传动功能,所以要相应地优化装置的供电状态,且整体的重量不应过大,同时在装置的外部位置设定与安放动力源。自动化巡检装置的机械传动模块整体要表现出高效运行状态,且操作简单,所以可优先考虑选择使用钢丝绳牵引的传动方式,在钢丝绳的作用下,将驱动电机的摩擦轮与自动化巡检装置相连接,同时装置还被吊在轨道处,在工带式输送机的一侧位置牢牢固定轨道,并且额外设置一个张紧装置,用来控制钢丝绳的张紧状态。
(四)自动控制模块
设计工带式输送机自动化巡检装置的自动控制模块之前应先合理设计驱动系统,驱动系统的核心要素为动力源电动机,保证其可以在自动化巡检装置中发挥优良的功能作用,它要做到可以长时间保持在稳定的运行状态下、方便操控与调整且有着较低的转速,能够满足上述要求的驱动电机为步进电机。步进电机与摩擦轮上的钢丝绳、巡检舱相连,可以驱动巡检舱进入自动化运行状态,之后在导向轮的作用下,生成一个完整闭环。当自动化巡检装置的驱动系统设计完成后,则要开展自动控制模块设计,由上位机负责控制自动化巡检装置的运行信号,可以得到十分精确化的故障位置反馈,经过多次的重复运动后,全方位采集到工带式输送机中各托辊的运行状况,将托辊停止运动处的位置信号反馈给控制中心。为了提高自动化巡检装置数据信息采集的便利性,要考虑使用趋于成熟化的工况主板,同步具备通讯和控制功能,保证其具有丰富的资源和齐全的接口,运行过程不会产生过多功耗。科学设置设备主控卡和数据采集卡之间的连接通道,优化设备整个结构支撑,通过串联锂电池和镍镉电池形成供电设备,它可以实现独立供电。同时也可以选择设计自发电系统,将装置巡检过程中产生的机械能向电能转化,实现能源的最佳化利用,大大减少能源消耗。
设计使用光电编码器,它的功能作用在于准确捕获自动化巡检装置中巡检舱的位置信息,为了避免因钢丝绳运行不顺畅而出现的打滑不良问题,还要特别考虑设计接近开关,装置完成每次巡检工作后就清零,以此实现误差的全面消除。由单片机控制步进电机所含有的驱动器,它会对外输出脉冲信号产生高频波形,因为自动化巡检装置没有特别的脉冲宽度要求,所以可设定为方波输出,对于此频率的调整只需修改终端程序的计数周期即可[3]。
(五)故障检测模块
工带式输送机自动化巡检装置设计不可忽视故障检测模块的有效设计,考虑到该设备的机电一体化特征,来合理化设定故障检测模块。自动化巡检装置中的巡检舱负责监测托辊的声音状态,借助于声波包络技术来准确判别其是否处于故障状态下,通过红外测温技术来实时监控以及掌握托辊的温度变化情况,当其温度较高时,出现卡死与打滑等故障问题的几率上涨,严重情况下甚至会造成设备自燃引起火灾事故。设置自动巡检装置中的工况机来负责数据信息的初步处理工作,当数据信息超过阈值时,将对外发出警告,同时进入深度分析和处理阶段。选择使用面向信号处理的旋转部件故障诊断和运行状态监测方法,并同步应用多传感器信号监测方法,可以提高预测工带式输送机故障问题发生概率的准确系数。设计出立足于多传感器信息融合的故障检测与诊断方法,是同步落实了以模型为基本导向的故障诊断技术、人工智能方法、多变量统计手段以及子空间辨识故障诊断技术,进一步整合了模糊推理方法与神经网络方法的优势作用。因为工带式输送机是一种大型设备,设计自动化巡检装置的故障检测模块要特别考虑到提取单一信号源的模糊性特征,以往所应用的信号处理方法不能做到故障信息的精准提取,所以要同步运用多源信息,提高故障检测的可靠系数。设计可视化故障检测软件,实时显示出自动化巡检装置的所处位置,发现故障问题发出预警时同步带有设备的各方参数信息,为后续的故障判断打下良好基础。
三、工带式输送机自动化巡检装置设计合理性与否的现场调试
为了确保所设计的工带式输送机自动化巡检装置可以发挥出良好成效,设计合理,还要开展必要的现场调试试验,全面记录下装置处于工作状态下的传输信号和巡航时间,以此为基本导向开展可行性评估工作。根据现场调试试验的评估反馈结果可以得知,当处于四六制工作环境下,对工带式输送机开展检查检修工作,传统的人工巡检模式下需要16人来完成此项工作;而设计后的自动化巡检装置可以自动开展巡检工作,在控制室设定3名人员负责信息处理,由2名技术人员负责故障处理,也就是说在自动化巡检装置的作用下,总共5名人员就能够高质量落实巡检任务。单从这一方面的每年人力节省成本就高达上百万元
[4]。
一般情况下,工带式输送机的直线运输距离高于上千米,以往的人工巡检模式每次至少要耗费3-4个小时,还不包含人员到作业现场的往返时间,而通过使用自动化巡检装置,它每一次巡检来回总计耗费的时间不超过15分钟,在3小时内可以完成多次设备检测工作,相比于人工巡检模式来说,其检测效率呈阶梯化上涨趋势。对自动化巡检装置进行的现场调试和故障处理测试反馈结果表明,该装置对故障的识别率超过96%,显示出良好的应用效果。此外,由于设备中专门设计了RFID定位模块,极大地保证了故障定位的准确系数过关。自动化巡检装置的有效应用,将人力从过去繁重的巡检工作中解放出来,减轻了巡检工作的劳动强度,对少人化、无人化的工业发展起到了很好的推动作用。
结论:综上所述,为了解决工带式输送机以往运行过程中的不稳定问题,提升其安全系数,在原本的基础上更加深层次地开展自动化巡检装置设计,取代原本的人力操作,避免该装置出现运行故障,其具体设计模块集中在明确设计要求、结构组成设计、自动控制模块、机械传动模块以及故障检测模块几方面,加快工带式输送机的自动化建设进程。
参考文献:
[1]胡金良.基于带式输送机的智能巡检研究[J].中国安全科学学报,2023,33(S1):85-90.
[2]陈伏虎.带式输送机自动化巡检装置的设计及现场调试试验[J].机械管理开发,2022,37(12):48-49+52.
[3]李超.带式输送机可控变速装置及其电气自动化控制系统的设计[J].机械管理开发,2019,34(07):212-214.
[4]郑小磊.矿用带式输送机自动化巡检装置研究及应用[J].通讯世界,2019,26(04):272-273.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



